
1. Как 5-осевая обрабатывающий центр может преодолеть трудности при обработке сложных поверхностей?
При изготовлении деталей со сложной поверхностью, таких как аэрокосмические рабочие колеса, судовые винты и автомобильные турбины, традиционные 3-осевые станки сталкиваются с тремя основными проблемами:
- Взаимодействие инструмента: при обработке структур с глубокими полостями хвостовик инструмента часто ударяется о заготовку, что приводит к браку до 35%.
- Колебания скорости: изменения кривизны поверхности приводят к колебаниям скорости подачи более чем на ±20%, что приводит к появлению следов вибрации.
- Дефекты поверхности: нулевая линейная скорость нижней поверхности шаровой фрезы приводит к появлению следов в виде рыбьей чешуи (Ra>1,6 мкм).
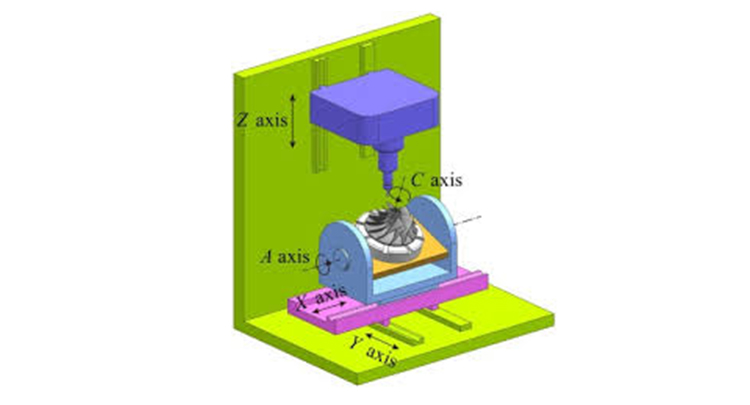
Пятиосевой обрабатывающий центр достигает трех основных технологических прорывов благодаря пятиосевой связи XYZAC:
- Динамическая оптимизация положения инструмента: оси A/C регулируют угол наклона инструмента в режиме реального времени, чтобы обеспечить непрерывную резку боковой кромкой (эффективная линейная скорость увеличивается на 300%).
- Интеллектуальная балансировка режущих сил: мониторинг в режиме реального времени с помощью шестимерного датчика силы, колебания нагрузки <±5%.
- Активная компенсация тепловой деформации: 12 датчиков температуры, встроенных в станину станка, погрешность ≤0,003 мм/℃.
2. Как можно достичь крайне стабильной скорости обработки?
2.1 Как приводная система устраняет гистерезис движения?
| Технические решения | Традиционные трехосные | Пятиосевые Эффекты оптимизации |
|---|---|---|
| Метод передачи | Шарико-винтовая пара + редуктор | Линейный двигатель с прямым приводом |
| Скорость отклика | Ускорение 0,3 g | Ускорение 2,5 g |
| Люфт | 0,01 мм | 0,000 мм (без механической передачи) |
Вот пример того, как это делается: после того, как завод по производству авиационных лопастей перешел на пятиосевой станок с линейным двигателем, скорость обработки канавки корня лопасти увеличилась с 1200 мм/мин до 4800 мм/мин, а неровность поверхности снизилась на 72%.
2.2 Как система управления реагирует на внезапные изменения траектории?

Глобальная оптимизация с прогнозированием:
Программное обеспечение CAM генерирует i-код для поддержки непрерывного программирования с прогнозированием до 8000 строк.
Плавный переход кривой скорости/ускорения для устранения ударов в поворотах.
Двойная интерполяция NURBS:
Одновременная подгонка точки кончика инструмента и вектора оси инструмента к кривой сплайна пятого порядка.
Коэффициент колебания скорости <±2%, коэффициент изменения ускорения <0,1 g/s.
3. Как можно добиться зеркальной поверхности?
3.1 Как технологии режущих инструментов улучшают качество резки?
| Тип материала | Инновации в области режущих инструментов | Улучшение качества поверхности |
|---|---|---|
| Титановый сплав | Фреза с шаровидным наконечником и гофрированной кромкой | Ra уменьшился с 0,8 мкм до 0,4 мкм |
| Высокотемпературный сплав | Фреза с внутренним охлаждением | Температура резания снизилась на 200 ℃ |
| Композитный материал | Коническая фреза с алмазным покрытием | Высота заусенцев <0,01 мм |
Ключевые моменты процесса:
Используйте наклонное боковое фрезерование под углом 10-30°, чтобы избежать резания с нулевой скоростью на нижней поверхности.
Используйте спиральную подачу вместо вертикального резания вниз, чтобы уменьшить ударную вибрацию.
3.2 Как интеллектуально согласовываются параметры процесса?
База данных для резания:
Хранит до 5000 комбинаций материалов, инструментов и параметров.
Автоматически рекомендует оптимальную скорость/подачу (погрешность <3%).
Система онлайн-мониторинга:
Датчик акустической эмиссии в режиме реального времени определяет износ инструмента.
Автоматически компенсирует износ инструмента (точность 0,001 мм).
4. Как 5-осевая технология решает проблемы отрасли?
4.1 Аэрокосмическая промышленность: революция в эффективности
Традиционный процесс:
Требуется 5 настроек, совокупная погрешность 0,12 мм.
Цикл обработки 72 часа, используется 8 инструментов.
5-осевая решение:
5-сторонняя обработка выполняется за одну настройку.
Время цикла сокращено до 28 часов, используется 3 инструмента.
Точность контура лопасти 0,015 мм (улучшение на 300 %).
4.2 Судостроение: пропеллер: прорыв в точности
Технические трудности:
Контроль деформации поверхности пропеллера из медного сплава диаметром более 8 м.
Традиционная обработка оставляет заметные следы от инструмента (высота > 0,1 мм).
Пятиосевая инновация:
Трохоидальное фрезерование для обеспечения непрерывной резки.
Шероховатость поверхности Ra 0,8 мкм, точность профиля ± 0,05 мм.
5. Как интеллектуальные технологии способствуют развитию 5-осевая обработки?
5.1 Как цифровой двойник предсказывает дефекты обработки?
Виртуальная система станка:
Восстановление кинематической модели физического станка в масштабе 1:1.
48-часовое раннее предупреждение о рисках столкновения инструмента.
Пример применения: виртуальное тестирование корпуса турбины для автомобильной компании перед обработкой, чтобы избежать 17 потенциальных столкновений.
5.2 Как искусственный интеллект оптимизирует параметры обработки?
Движок глубокого обучения:
Анализирует более 100 000 записей обработки для построения прогнозной модели.
Предлагает рекомендации в режиме реального времени по оптимальным параметрам резания (время отклика: < 0,1 с).
Результаты:
Эффективность обработки увеличилась на 25 %.
Срок службы инструмента продлился на 40 %.
6. Будущие тенденции в области 5-осевая обрабатывающих центров
Модульная конструкция: быстросменные моторные шпиндели позволяют комбинировать токарную и фрезерную обработку (время переключения < 15 минут).
Углеродная конструкция: снижение веса станины станка на 40 %, улучшение динамических характеристик на 50 %.
Квантовая измерительная система: обратная связь с точностью до нанометров (разрешение 0,1 нм).










