


Введение
Токарная обработка с компьютерным числовым программным управлением (ЧПУ) – основа современного производства цилиндрических деталей. Вращая заготовку относительно неподвижных режущих инструментов, токарные станке с ЧПУ достигают высокой точности, повторяемости и эффективности. От автомобильных валов до медицинских имплантатов – точеные детали встречаются повсеместно, поэтому для операторов крайне важно понимать настройку станка, программирование и правильную оснастку. В этом руководстве передовой опыт десятилетий в отрасли представлен в виде четкого пошагового рабочего процесса для безопасной и надежной токарной обработки на станках с ЧПУ.
Понимание токарного Станке С ЧПУ


Ключевые компоненты и их функции
- Шпиндель и патрон: удерживает и вращает заготовку с запрограммированной частотой вращения.
- Инструментальная револьверная головка/каретка:Устанавливает в нужное положение множество режущих инструментов (точение, сверление, фрезерование).
- Хвостовая бабка/подшпиндель: Обеспечивает осевую поддержку или возможность обратной обработки.
- Блок управления: Выполняет инструкции G-кода/M-кода, координируя работу всех осей станка (X, Z, C, опционально Y/B).
- Система подачи охлаждающей жидкости и отвода стружки:Поддерживает срок службы инструмента и предотвращает повторное резание или повреждение поверхности.
Типы токарных центров с ЧПУ в сравнении с токарными станками
- Токарный Станке С ЧПУ: Обычно 2-осевой (X, Z), ориентированный на базовое точение и торцевание.
- Токарный центр с ЧПУ: Добавляет оснастку под напряжением, ось C и часто оси Y/B для фрезерования, сверления и операций со смещенным центром.
Подготовка к работе
Протоколы безопасности и требования к СИЗ
Наденьте защитные очки, обувь со стальными носками и средства защиты органов слуха.
Убедитесь в наличии защитных устройств станка, аварийных остановок и защиты от стружки.
Установка заготовки и инструмента
Установите заготовку:
Выберите трехкулачковый станок для центрированных круглых заготовок; четырехкулачковый или цанговый станок для квадратных или точно смещенных от центра заготовок.
Загрузите и проиндексируйте инструменты:
Установите соответствующие твердосплавные, керамические или CBN-вставки; установите смещение инструмента по центральной линии.
Установка задней бабки/подшпинделя (если используется):
Установите дополнительную опору или заднюю бабку.
Основы программирования: Импорт G-кода и CAM
- Подготовьте модель детали в CAD, сгенерируйте траектории инструментов в CAM (стратегии токарной обработки 2D/3D).
- Постобработка в G-код; загрузка в систему управления.
- Проверка номеров инструментов, смещений, скоростей шпинделя и подач в заголовке программы.
Основные токарные операции с ЧПУ

Торцевание, прямое точение и коническое точение
Торцевание: Создание плоских торцевых поверхностей, перпендикулярных оси.
Прямое точение: Уменьшение наружного диаметра до требуемого; несколько черновых и чистовых операций.
Коническое точение: Обработка под углом к оси для получения конических элементов.
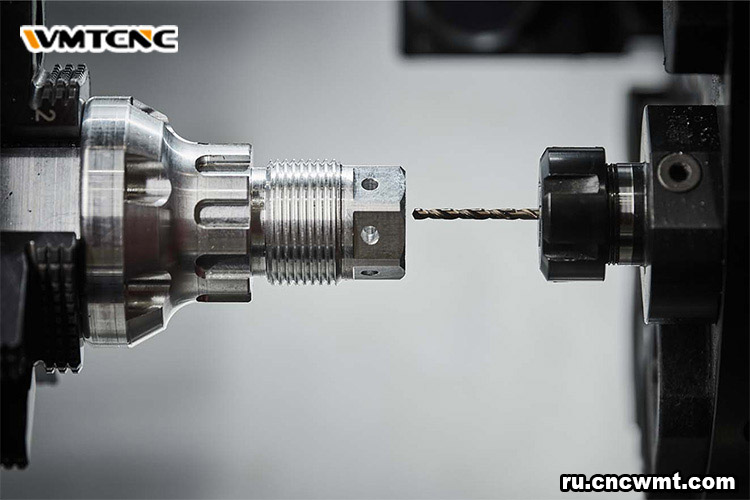
Сверление, растачивание и нарезание резьбы
Сверление: Используйте инструмент под напряжением или сверло в задней бабке для создания отверстий на оси.
Растачивание: Увеличение и доводка отверстия до точного идентификатора.
Нарезание резьбы: Нарезание внутренней/внешней резьбы в одной точке или по циклу с консервированием.
Расширенные возможности и многоосевая обработка
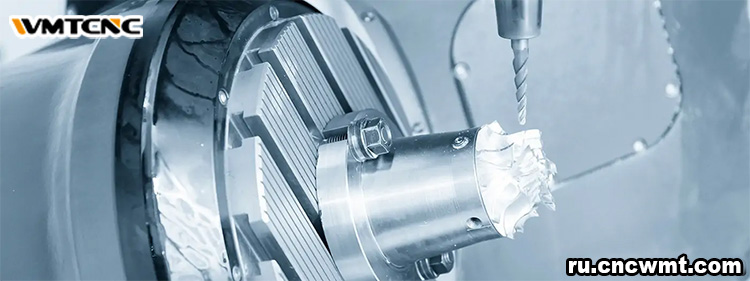

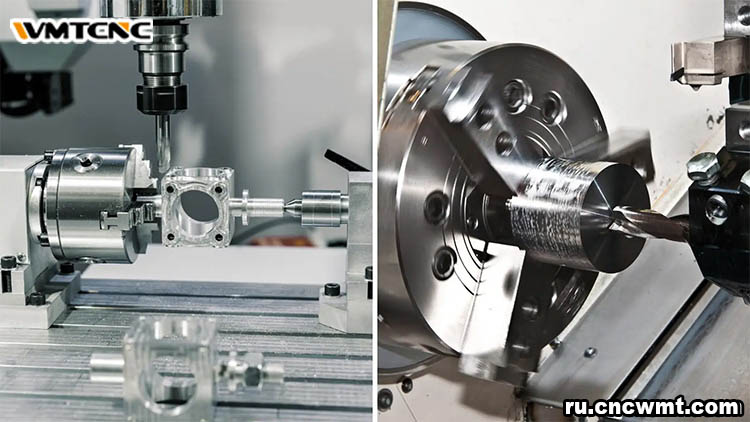
Живая оснастка и функциональность оси C
Позволяет выполнять боковое, поперечное и сложное фрезерование без повторного закрепления.
Ось C обеспечивает поворотную индексацию для угловых деталей.
Токарные работы по 4 и 5 осям
Оси Y/B позволяют выполнять сложные внецентренные резы и операции под углом – идеальное решение для сложных аэрокосмических и медицинских деталей.
Общие проблемы и их устранение
Борьба с вибрацией и дребезжанием
Используйте жесткое крепление (устойчивый упор), выбирайте пластины с принудительным торможением и оптимизируйте скорость вращения шпинделя/скорость подачи.
Предотвращение деформации заготовок
Уменьшайте глубину резания на тонких деталях, снижайте давление в задней бабке и подвергайте заготовки термообработке для придания им жесткости.
Сравнительная таблица: Токарная Станке С ЧПУ и фрезерная обработка с ЧПУ
| Характеристика | Токарная Станке С ЧПУ | Фрезерная обработка с ЧПУ |
|---|---|---|
| Движение | Вращает заготовку; инструмент движется линейно | Вращает инструмент; заготовка может перемещаться по нескольким осям |
| Типичные оси | X, Z (плюс дополнительные оси C, Y, B) | X, Y, Z (до 5 осей) |
| Геометрия детали | Цилиндрические, конические, канавки, резьба | Плоские поверхности, карманы, пазы, 3D-контуры |
| Смена инструмента | Револьверная головка быстро индексирует инструменты | Автоматическое устройство смены инструмента (ATC) с инструментами для сверления/фрезерования |
| Идеальное применение | Валы, втулки, штифты, ролики | Сложные призматические детали, пресс-формы, штампы |
| Шероховатость поверхности (Ra) | ~0,2–0,8 мкм (при тонкой финишной обработке) | Зависит от инструмента и стратегии; может достигать < 0,5 мкм |
| Время установки | Как правило, меньше для круглых деталей | Дольше для 3D-деталей и многогранных поверхностей |
Заключение

Работа на токарном станке с ЧПУ включает в себя тщательную подготовку, точное программирование и методичное выполнение. От установки заготовки и загрузки нужной оснастки до освоения основных токарных резов и использования расширенных возможностей “живого” инструмента – каждый шаг влияет на качество конечной детали, время цикла и безопасность. Придерживаясь лучших практик – жесткого крепления, оптимизации параметров резания и упреждающего контроля вибрации – вы будете стабильно производить высокоточные детали и максимально увеличивать время работы станка. Независимо от того, работаете ли вы на простых 2-осевых токарных станках или многоосевых токарных центрах, глубокое понимание компонентов станка, операций и устранения неисправностей гарантирует успех в любой работе.

