



Технология подающего стержня скрыта внутри современных сервотокарных станков, преобразуя вращение шпинделя в точную, самоблокирующуюся линейную подачу. Часто превосходя дорогостоящие прямые сервоприводы благодаря своей доступности, ударопрочности и совместимости с Индустрией 4.0, в этом руководстве сравниваются их механика, соотношение цены и безопасности, а также окупаемость инвестиций с использованием датчиков.
Почему мастерские до сих пор зависят от подающего стержня?


Покупатели, приобретающие станок впервые, часто задаются вопросом, почему на токарном станке XXI века все еще используется такое устаревшее устройство. Для этого есть три основные причины:
Стоимость на ось
Закаленный подающий шток в комплекте с втулками и срезным штифтом стоит меньше, чем один датчик высокого разрешения. Для черновой обработки его точность позиционирования, обычно ±0,02 мм, уже превосходит требования, предъявляемые к чистовой обработке.
Ударопрочность
Поскольку шток отделяет нагрузку на шпиндель с помощью муфт, тяжелые резы редко повреждают дорогостоящие электронные детали станка. С другой стороны, прямой сервопривод подачи может иногда перерегулироваться при столкновении и повредить зубчатую рейку, прежде чем контроллер успеет отреагировать.
Простота обслуживания
Смазывайте каждые три месяца и проверяйте каждые три месяца, и он прослужит десятилетиями. Нет прошивки, ремней и диаграмм, показывающих компенсацию люфта. Многие мастерские хранят запасной шток на полке; младший механик может заменить его во время обеда.
Сравнительная сводка
| Характеристика | Система с подающим стержнем | Система с прямым сервоприводом |
|---|---|---|
| Начальная стоимость на ось | Низкая | Высокая |
| Защита от перегрузки | Механическая (срезной штифт) | Программная (ограничение момента) |
| Уровень квалификации для обслуживания | Базовые механические навыки | Мехатроника |
| Повторяемость (черновая обработка) | ±0.02 мм | ±0.005 мм |
| Максимальная скорость подачи | 5 м/мин (типично) | 30 м/мин (типично) |
| Повторное выравнивание после сбоя | Замена штифта за 5 минут | Перекалибровка серво |
| Интеграция в сеть | Добавить энкодер (доп. затраты) | Встроенная |
Внутреннее устройство системы подающего стержня
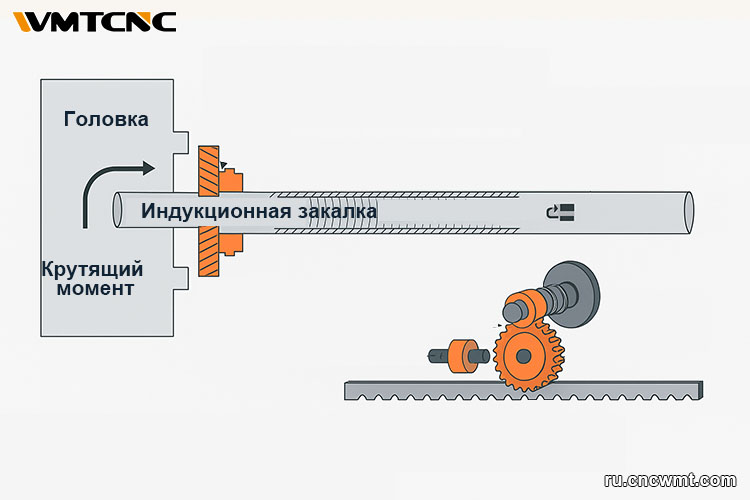
Головка
Мощность передается от шпинделя. Редуктор, который может быстро переключаться, выбирает одно из множества различных передаточных отношений, а закаленный шпоночный паз передает крутящий момент непосредственно на подающий шток. Шток должен быть устойчивым к скручиванию, поэтому он изготовлен из среднеуглеродистой стали, упрочненной индукционным нагревом до 45 HRC.
Промежуточные опоры
Токарные станки длиной более двух метров обычно имеют бронзовые втулки через каждые 600 мм.
Эти втулки уменьшают биение и позволяют штоку достигать 500 об/мин без вибрации.
Редуктор фартука
Червячный и бронзовый редукторы соединены в задней части каретки. Червячный редуктор вращает шестерню, которая приводит в движение шестерню, которая движется по зубьям рейки под станиной. Пара червячный редуктор-шестерня самоблокируется при остановке, поэтому каретка не смещается во время смены инструмента.
Установка правильной скорости подачи подающего стержня
Смотрите таблицу обработки поверхности. Для черновой обработки выберите 0,3 мм/об; для чистовой обработки выберите 0,07 мм/об.
Подберите материал инструмента в соответствии с типом карбида — карбид следует подавать быстрее, а быстрорежущую сталь — медленнее.
Сбалансируйте глубину резания — если глубина резания удваивается, уменьшите скорость подачи вдвое, чтобы нагрузка на стружку осталась прежней.
Используйте рычаги редуктора, чтобы установить точное соотношение. Наконец, включите сцепление и посмотрите пробный проход. Если резка выглядит неровной, замедлите или добавьте смазочно-охлаждающую жидкость.
Техническое обслуживание и устранение неисправностей

Пятиступенчатый ежемесячный контрольный список
Визуальный осмотр – Проверьте, нет ли царапин на шейке подающего стержня.
Проверьте срезной штифт – Замените его, если глубина канавки стала меньше 0,25 мм.
Смажьте втулки – Два нажатия на насос с литиевой смазкой устраняют скрип.
Отрегулируйте пружину сцепления – поворачивайте гайку с накаткой, пока не почувствуете легкое сопротивление при усилии 50 Н·м.
Измерьте осевой зазор – убедитесь, что осевой зазор не превышает 0,05 мм, чтобы обеспечить правильное выравнивание шестерен.
Распространенные неисправности
| Симптом | Вероятная причина | Быстрое решение |
|---|---|---|
| Задержка салазок | Сломан предохранительный штифт | Заменить латунный штифт за 2 € |
| Дерганая чистовая обработка | Изогнутый подающий стержень | Выпрямить или заменить стержень |
| Чрезмерный люфт | Изношенная бронзовая червячная шестерня | Установить новую 60-зубчатую шестерню |
| Перегрев втулки | Пустая смазочная чашка | Очистить и заправить смазкой EP-2 |
Модернизация классического подающего стержня до уровня Индустрии 4.0
Модернизация датчика
Установите магнитный датчик 360° на конце передней бабки. Теперь ЧПУ может проверять фактическую частоту вращения и корректировать скольжение нагрузки. Пользователи отмечают, что количество брака по качеству поверхности уменьшилось на 25%.
Интеллектуальный модуль сцепления
Замените механическое сцепление на электромагнитное с датчиком крутящего момента.
В случае возникновения проблемы ПЛК останавливает станок быстрее, чем любой срезной штифт. Он также регистрирует проблему.
Прогнозируемое смазывание
Установите недорогой датчик вибрации IoT рядом с центральной втулкой. Если вибрация превышает 2 мм/с, программное обеспечение сообщит вам о необходимости смазать шток, чтобы предотвратить заклинивание втулки.
Рекомендации по выбору: сохранить, модернизировать или заменить?
Теперь вы знаете, как это работает и как это приносит прибыль. Так что же лучше для вашего цеха?
Сохраните подающий стержень, если ваши детали допускают погрешность ±0,02 мм, затраты не являются чрезмерными, а операторы работают стабильно.
Установите новые датчики, если регулярное техническое обслуживание уже позволило вам сэкономить деньги. Энкодер стоимостью 600 долларов может сэкономить 6000 долларов на инструменте.
Заменяйте на сервоподачу только в том случае, если объем превышает 50 000 одинаковых деталей в год, а требования к качеству поверхности составляют менее микрона на нескольких буртиках.
Заключение
Подающие штифты по-прежнему более экономичны, надежны и безопасны при столкновениях, чем сервоподача. Добавьте датчики, интеллектуальные муфты и облачную аналитику, и вал станет активом Индустрии 4.0. Гибридные устройства нового поколения объединят точность сервопривода с долговечностью подающих штифтов.

