
Введение в высокоскоростную обработку
Что такое высокоскоростная обработка?
Высокоскоростная обработка (HSM) максимально увеличивает объем удаляемого материала в минуту за счет сочетания высоких скоростей вращения шпинделя и подачи с легкими и быстрыми проходами фрезы. Технология HSM, первоначально разработанная доктором Карлом Салмоном в 1920-х годах, находит свое оптимальное применение при «критической скорости» каждого материала, когда тепловыделение на границе соприкосновения инструмента и заготовки максимально, что обеспечивает быструю резку с низким давлением.
Почему HSM важна сегодня

Современные предприятия постоянно сталкиваются с необходимостью снижения затрат и увеличения производительности. HSM обеспечивает и то, и другое, сокращая вторичные операции, такие как полировка или электроэрозионная обработка, увеличивая срок службы инструментов и станков и сокращая время цикла на 30–40 % при соблюдении строгих допусков.
Основные методы высокоскоростной обработки
Грубая обработка
Грубая обработка, также называемая фрезерованием по оси Z, позволяет выполнять грубую обработку глубоких карманов с минимальным отклонением за счет использования осевых сил, а не боковых нагрузок. Она особенно хорошо подходит для старого оборудования или небольших полостей.
Основные преимущества
- Жесткая резка улучшает качество отверстий
- Уменьшает отклонение инструмента
Трохоидальное фрезерование
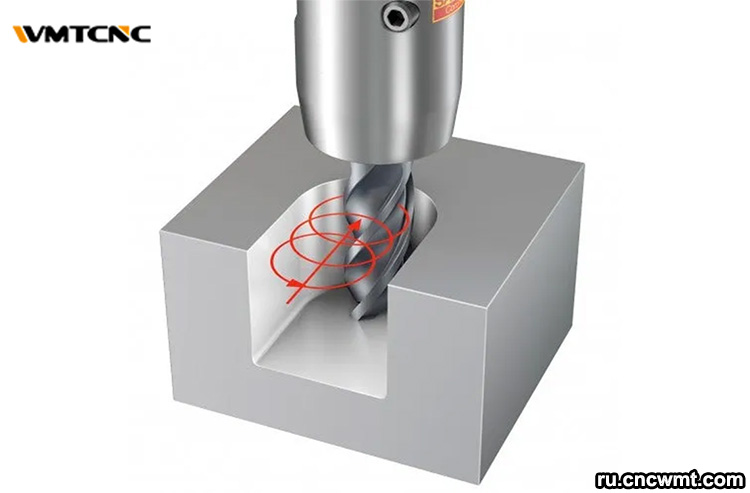
Эта техника позволяет поддерживать высокую осевую глубину и низкий радиальный зацепление за счет использования круговых «трохоидальных» траекторий инструмента. Результатом являются непрерывное истончение стружки, более длительный срок службы инструмента и эффективная прорезание пазов в твердых сплавах, таких как инконель или титан.
Основные преимущества
- Высокая скорость съема металла
- Стабильная скорость подачи
Стратегии бокового шага
Для сложных контуров необходимы плавные переходы между соседними траекториями инструмента. Резкие изменения направления, которые ухудшают качество поверхности и увеличивают время цикла, устраняются с помощью петлевых или «гольф-клубовых» шаговых перемещений.
Применение в промышленности
Аэрокосмическое производство
HSM производит сердечники пресс-форм со сложной геометрией и структурными элементами (такими как перегородки и лопатки турбин). Мастерские могут добиться превосходной целостности поверхности и сократить сроки изготовления за счет отказа от вторичной электроэрозионной обработки.
Производство медицинского оборудования
Для микромеханических компонентов, имплантатов и хирургических инструментов требуется качество поверхности Ra ≤0,2 мкм. Легкие и быстрые резы, выполняемые с помощью HSM, обеспечивают биосовместимые поверхности, не имеющие деформаций, вызванных напряжением.
Прототипирование и мелкосерийное производство в автомобилестроении
Высокая скорость съема материала и короткое время наладки HSM позволяют быстро изготавливать прототипы блоков цилиндров, корпусов коробки передач и прототипного оборудования, ускоряя проверку конструкции и сокращая расходы на резку.
Рекомендации по внедрению
Требования к станку и шпинделю
- Жесткость и демпфирование:динамическая жесткость ≥50 Н/мкм предотвращает вибрацию.
- Тип шпинделя:прямой привод или электрические шпиндели с частотой вращения ≥10 000 об/мин обеспечивают стабильность; ременные приводы часто не справляются с этой задачей.
Выбор и балансировка инструментов
- Материалы:инструменты из карбида, керамики или ПКД выдерживают высокие температуры.
- Балансировка:термоусадочные держатели и точная балансировка предотвращают биение при высоких скоростях вращения.
Программирование CAM и управление процессом
- Равномерная загрузка резака:поддерживайте небольшую глубину и постоянную подачу, чтобы предотвратить «ползание».
- Анализ остатков:используйте функции CAM для обнаружения и удаления остатков заготовки, улучшая качество чистовой обработки.
Сравнение традиционной и высокоскоростной обработки
| Аспект | Обычная обработка | Высокоскоростная обработка |
|---|---|---|
| Глубина резания | Глубокие, тяжелые проходы | Легкие, неглубокие проходы |
| Скорость шпинделя | ≤ 5 000 об/мин | ≥ 10 000 об/мин |
| Передача тепла | Высокая — требуются остановки подачи СОЖ | Низкая — минимальное время простоя охлаждения |
| Срок службы инструмента | Короткая — большие нагрузки | Расширенная — эффект утончения стружки |
| Скорость съема материала (MRR) | Умеренная | Очень высокая |
| Чистота поверхности | Часто требуется полировка | Ra ≤ 0,2 мкм достижима |
| Время цикла | Более длинная | На 30–40 % быстрее |
Заключение
Благодаря сочетанию возможностей передовых станков с эффективными методами резки высокоскоростная обработка представляет собой революционное достижение в металлообработке. Производители могут сократить время цикла, увеличить срок службы инструмента и станка и достичь непревзойденного качества поверхности за счет внедрения многоосевых центров HSM, сложных траекторий инструмента, таких как трохоидальное фрезерование, и строгого контроля процесса. Долгосрочная производительность, повышение точности и экономия средств более чем компенсируют существенные первоначальные инвестиции и кривую обучения. HSM будет продолжать расширять границы современного производства по мере развития технологий, интегрируя оптимизацию траектории инструмента на основе ИИ, адаптивное управление и аналитику в реальном времени.










