
Важно безопасно и эффективно настроить обрабатывающий центр. Тщательная подготовка не только повысит производительность станка, но и обеспечит безопасность пользователей и продлит срок службы оборудования. В этом руководстве вы найдете всю необходимую информацию о подготовке обрабатывающего центра к эксплуатации, включая правила техники безопасности, проверку станка, подготовку системы, настройку инструментов, проверку программы и проведение окончательной проверки.
1. Протокол безопасности перед запуском обрабатывающий центр
Безопасность является наиболее важным фактором при использовании обрабатывающего центра. Тщательная проверка безопасности необходима для защиты как оператора, так и самого станка.
1.1 Системы аварийного останова и механизмы безопасности
Функция аварийного останова: Проверьте кнопку аварийного останова, чтобы убедиться, что она может немедленно остановить работу машины с временем отклика ≤ 0,5 секунды.
Блокировки безопасности: Убедитесь, что защитные двери и системы блокировки работают правильно и останавливают работу машины при открытии двери для технического обслуживания.
Система пожаротушения: Проверьте оборудование для тушения пожара, чтобы убедиться, что манометр находится в безопасном диапазоне и система заполнена водой.
1.2 Средства индивидуальной защиты (СИЗ) для операторов
Защита глаз: Носите защитные очки, утвержденные ANSI, для защиты глаз от мусора и частиц.
Средства защиты слуха: носите беруши или наушники в шумных условиях, чтобы предотвратить потерю слуха.
Подходящая одежда: избегайте свободной одежды и украшений, чтобы предотвратить запутывание в движущихся частях; носите облегающую одежду и убедитесь, что волосы завязаны.
Воздух: обеспечьте хорошую циркуляцию воздуха в рабочей зоне, особенно при работе с материалами, которые производят вредные пары или пыль.
2. Комплексный процесс проверки обрабатывающий центр
Проводите систематическую проверку оборудования, чтобы обеспечить нормальную работу каждого компонента и эффективно предотвратить непредвиденные сбои.
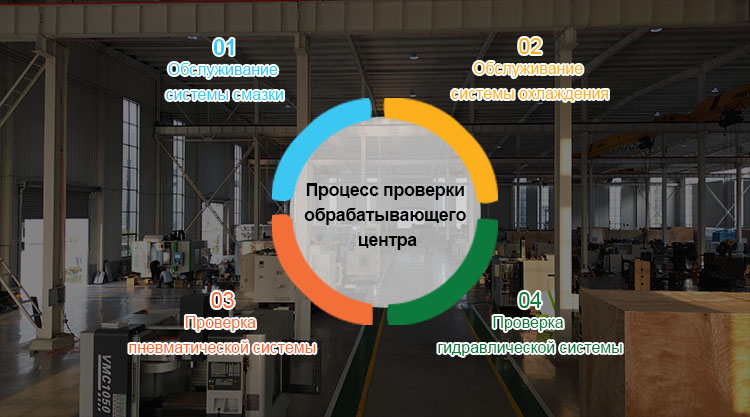
2.1 Обслуживание системы смазки и охлаждения
Проверка смазки направляющих
Используйте специальную масляную шкалу, чтобы проверить состояние смазки направляющих и шариковых винтов.
Уровень смазочного масла должен быть ≥ 66% от объема масляного бака.
Требования к управлению охлаждающей жидкостью
Контроль уровня жидкости: не ниже самой нижней отметки на шкале бака.
Определение концентрации: в соответствии со стандартом производителя (рекомендуемая концентрация 5–8 %).
Периодичность замены: каждые 400 часов или при появлении осадка.
2.2 Проверка пневматической и гидравлической систем
Требования к пневматической системе
Диапазон давления сжатого воздуха: 0,5–0,7 МПа.
Ежедневно перед запуском машины слейте воду из резервуара для хранения воздуха.
Процедура проверки гидравлической системы
Визуальный осмотр соединений трубопроводов на предмет утечек.
Проверка стабильности манометра (колебания <0,05 МПа).
Проверка гидравлического масла на наличие примесей (размер частиц NAS 8 или менее).
3. Стандартизированные процессы запуска обрабатывающий центр

3.1 Запуск и инициализация системы
Управление питанием
Включите главный выключатель питания.
Дождитесь завершения самотестирования системы ЧПУ (около 2 минут).
План действий в случае нештатных ситуаций
При появлении кода аварии:
Запишите код (например, E101/E205).
Обратитесь к «Руководству по кодам неисправностей оборудования» для устранения неисправности.
Свяжитесь с инженером по техническому обслуживанию для устранения постоянной сигнализации.
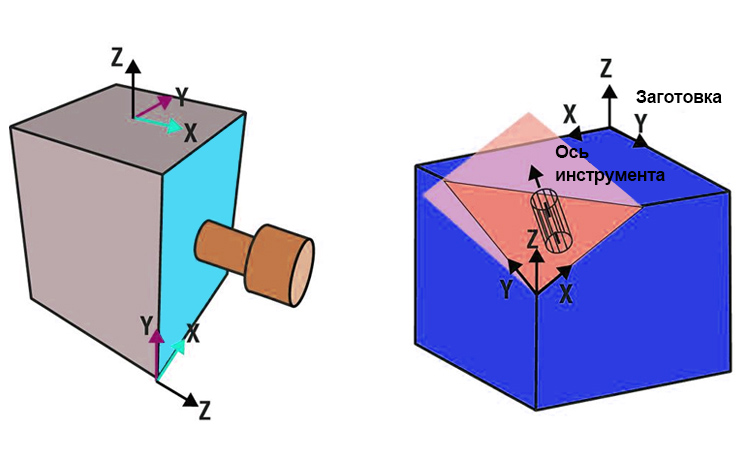
3.2 Возврат осей и калибровка координат
Последовательность безопасного возврата в исходное положение
Приоритетный возврат оси Z в нулевую точку (во избежание столкновения инструмента)
Выполните последовательный возврат осей X/Y в исходную точку.
Проверка точности системы координат
Используйте микрометр для проверки смещения нулевой точки.
Допустимое отклонение: оси X/Y/Z ≤±0,01 мм (стандарт ISO)
4. Точная настройка инструмента и заготовки на обрабатывающий центр
Стандартизированные процессы для обеспечения точности обработки и безопасности эксплуатации
4.1 Точная калибровка системы инструментов
Процесс предварительного тестирования инструмента
С помощью 3D-калибратора инструментов выполняются следующие проверки:
Измерение длины лезвия (погрешность ≤0,005 мм)
Калибровка диаметра (допуск ±0,002 мм)
Выполняется в системе ЧПУ:
Активируйте команду G43 для реализации компенсации длины инструмента
Ввод значения компенсации радиуса (G41/G42)
Требования к проверке холостого хода
Скорость шпинделя установлена на 50% от запрограммированного значения
Наблюдайте за движением осей на предмет взаимодействия с зажимным устройством.
4.2 Технические характеристики для точного зажима заготовки
Критерии выбора зажимного устройства
Характеристики заготовки Рекомендуемый тип зажимного устройства Требования к зажимной силе
Тонкостенные детали Вакуумный патрон >60 кПа отрицательного давления
Профильные детали Модульные комбинированные зажимные устройства Равномерное давление во всех точках.
Тяжелые детали Гидравлические зажимные тиски >8 кН статическое удерживающее усилие
Контроль точности позиционирования
Использование лазерной системы позиционирования
Допустимое отклонение:
Плоскостность ≤0,003 мм
Параллельность ≤0,005 мм/100 мм
5. Механизм двойной проверки программы обрабатывающий центр
5.1 Виртуальная симуляционная проверка
Выполнение 3D-симуляции столкновений (включая моделирование зажимных приспособлений)
Оптимизация ключевых параметров:
Алюминиевый сплав: скорость подачи ≤2500 мм/мин.
Нержавеющая сталь: скорость вращения шпинделя ≤1500 об/мин.
5.2 Процесс физического тестирования
Метод поэтапной проверки
Тест холостого хода
Закрыть вращение шпинделя
Наблюдать за траекторией движения станка в течение всего процесса
Тест резания на низкой скорости
Регулировка скорости подачи до 15%
Тест фокусировки:
Угол первого резания
Функция замедления в углах
6. Перечень окончательной проверки перед запуском обрабатывающий центр
Перечень проверок перед запуском обрабатывающего центра
| Контрольная точка | Статус |
|---|---|
| Проверена функция аварийной остановки |  / /  |
| Уровни смазки и охлаждающей жидкости в норме | / |
| Давление воздуха и гидравлического масла в пределах нормы | / |
| Заготовка надежно закреплена и правильно выровнена | / |
| Смещения инструмента и заготовки установлены правильно | / |
| Программа ЧПУ проверена и выполнен пробный запуск | / |
Заключение: золотые правила для обеспечения эффективной работы обрабатывающий центр
Стандартизированный процесс запуска является ключом к обеспечению безопасной работы и точной обработки обрабатывающего центра. Строгое соблюдение стандартных процедур позволяет сократить незапланированные простои, обеспечить стабильность критической точности размеров и избежать риска столкновений. Научно обоснованная система предварительной проверки может продлить срок службы основных компонентов, таких как шпиндель, и снизить вероятность несчастных случаев на производстве.
По мере того как производство становится все более интеллектуальным, использование цифровых стратегий мониторинга и технического обслуживания означает, что обрабатывающий центр может постоянно давать точные результаты, делая всю систему более эффективной и надежной.










