



Краткое руководство
Хонингование и растачивание — это процессы, которые позволяют уточнить форму отверстий, но решают разные технические задачи. Растачивание удаляет материал, выпрямляет ось и практически окончательно определяет размер. Хонингование, с другой стороны, снимает с поверхности микроскопические частицы, сглаживает следы от инструмента и создает текстуру в виде сетки, которая необходима для кольцевых уплотнений и уплотнений. Предприятия, которые путают эти два вида обработки, платят вдвойне: за брак и гарантийные обязательства. В этом руководстве показано, как они работают, чем отличаются и когда стоит выполнить дополнительный проход хонингования. К концу вы узнаете, какой метод подходит для ваших целей по допуском, объемам производства и кривой затрат.
Основные принципы процесса
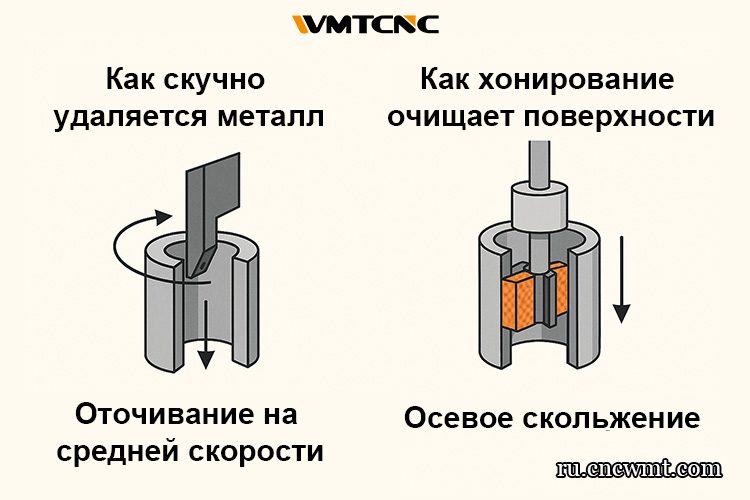

Как расточка удаляет металл
Расточка — это процесс увеличения отверстия путем сверления или литья. Одноконечный инструмент или расточная головка вращается с умеренной скоростью, двигаясь вверх и вниз. Резец находится на одной стороне отверстия, поэтому изгибающие силы могут деформировать стержень. Поэтому станочники ограничивают соотношение глубины и диаметра или добавляют виброгасящие хвостовики.
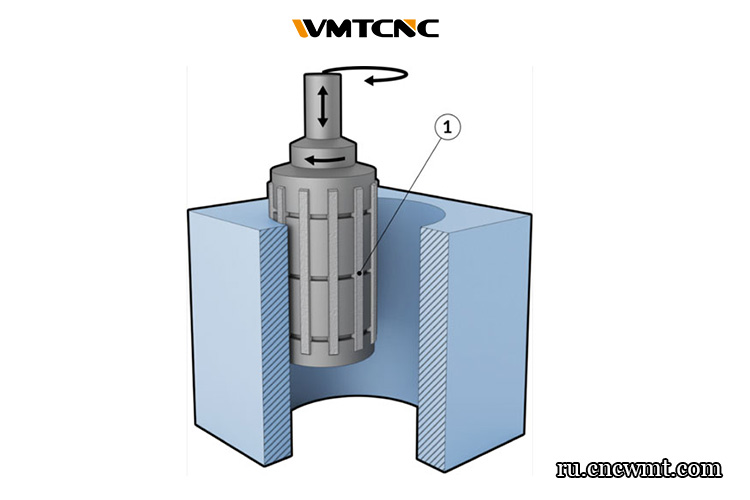
Как хонингование очищает поверхности
Для хонингования используется специальный инструмент, называемый расширяющимся оправкой, на котором установлены абразивные камни. Эти камни прижимаются к отверстию, совершая осевые движения. Камни имеют продольную канавку по всей длине, что помогает распределять усилие и тепло. При соприкосновении они оставляют решетчатую поверхность, которая удерживает масло и снижает трение.
Динамика инструментов и станков
Режущие силы и управление теплом
Отклоняйте стержень во время растачивания, тангенциальные нагрузки; тепло концентрируется на режущей кромке, поэтому используйте высоконапорную проходную охлаждающую жидкость. Хонингование распределяет нагрузку на несколько камней; используйте масляную ванну для смазки и охлаждения, чтобы уменьшить вибрацию.
Основы архитектуры станков
Расточные станки требуют массивных колонн, двойных направляющих и жестких столов. В отличие от них, хонинговальные станки используют сервоуправляемое расширение и линейные направляющие. Торсионные нагрузки невелики, поэтому занимаемая площадь и потребление энергии минимальны.
Точность размеров и целостность поверхности
В чем преимущества растачивания?
Если блок двигателя поступил с невыровненными отверстиями или коллектор был просверлен неправильно, растачивание может исправить геометрию. Вращающийся резец следует заданной траекторией, что позволяет удерживать ось в нужном положении. Он также может удалить твердые окалины, литейный песок и деформации сварных швов. Поскольку растачивание представляет собой более глубокую резку, оно сбрасывает точку отсчета для всех последующих операций.
Где хонингование становится необходимым?
После растачивания форма доводится до совершенства. Поршневые кольца герметично прилегают только к цилиндру, который имеет идеально круглую форму и слегка шероховатую поверхность. Гидравлические системы должны быть очень гладкими, чтобы предотвратить утечку уплотнений. Авиационные приводы требуют зеркальной полировки, чтобы выдерживать миллионы циклов. Хонингование удаляет следы от инструмента, выравнивает неровности поверхности и предотвращает
Анализ затрат, цикла и брака
| Сценарий | Только чистовое растачивание | Растачивание + хоннингование | Только хоннингование по предварительным отливкам |
|---|---|---|---|
| Время цикла (Ø80 × 120 мм) | 2,4 мин | 3,1 мин | 1,8 мин |
| Стоимость инструмента / 1000 шт | $120 | $155 | $90 |
| Типичный уровень брака | 1,8 % | 0,4 % | 0,8 % |
| Гарантийный показатель отказов (PPM) | 14 | 3 | 6 |
Структура выбора – три быстрых вопроса

Функция: необходимо увеличить или уменьшить диаметр (выбрать растачивание) или улучшить качество поверхности и маслоудерживающую способность (добавить хонингование)?
Геометрия: отношение подъемной силы к аэродинамической сопротивляющей силе (L/D) больше 6:1, а допуск меньше 10 мкм? Скомбинируйте грубое растачивание, полуточечное растачивание и прецизионное хонингование.
Объем и бюджет: если объем заказа менее 2000 единиц, закажите хонирование на стороне; для средних объемов используйте комбинированные головки; для больших объемов выделите отдельные ячейки.
Реальные примеры из практики – уроки с производственного цеха
| Конечный продукт | Требуемая шероховатость Ra / Круглость | Лучшая стратегия | Ключевые замечания |
|---|---|---|---|
| Гильза малого двигателя | Ra 0,2 мкм, круглость 2 мкм | Растачивание + хоннинг | Хоннинг по плато для удержания масла |
| Блок компрессора | Ra 1,6 мкм, круглость 5 мкм | Однопроходное растачивание | Хоннинг по желанию |
| Приводы самолётов | Ra 0,1 мкм, круглость 1 мкм | Растачивание, затем алмазный хоннинг | Измерение с помощью воздушного калибра |
| Охлаждение формы | Ra 3,2 мкм, прямолинейность ≤ 0,1 мм | Глубокое сверление BTA | Хоннинг только при критических требованиях к поверхности |
| Ствол огнестрельного оружия | Ra 0,4 мкм, скручивание ± 0,02 мм | Протяжка пуансоном + финишный хоннинг | Снижает загрязнение |
Основные принципы технического обслуживания – сохраняйте точность
| Задача | Расточной резец | Хоннингующие камни |
|---|---|---|
| Проверка биения | Еженедельно | Н/Д |
| Проверка износа режущей кромки | Каждые 500 шт. | Каждые 1500 шт. |
| Проверка концентрации СОЖ | 6 % эмульсия | 100 % масло или 7 % эмульсия |
| Калибровка сервопривода подачи | Ежемесячно | Еженедельно |
Дисциплинированная программа управления качеством обходится менее чем в 0,05 доллара на деталь, но позволяет избежать потерь в размере 1 доллара на брак.
Новые технологии – что ждет в будущем обработку отверстий?
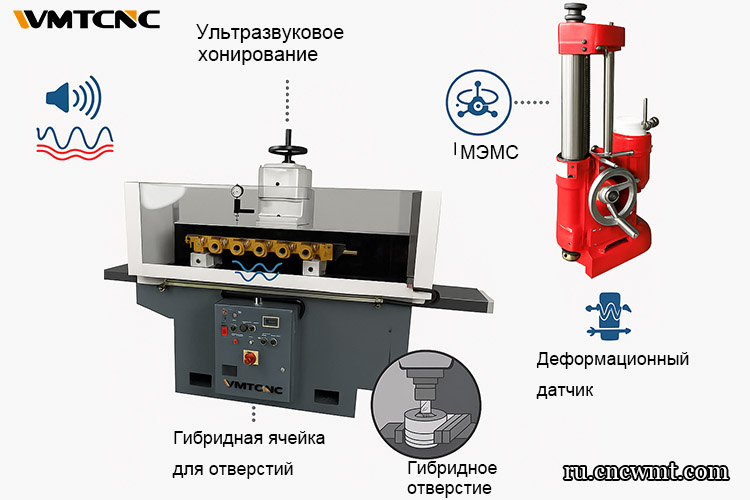
Ультразвуковое хонирование
Пьезоприводы вибрируют камни с частотой 20–25 кГц, снижая нормальную силу и скорость снятия материала. Испытания на чугунных вкладышах сократили время цикла на 22% и вдвое уменьшили разброс времени плато.
Интеллектуальные расточные стержни
МЭМС-гироскопы и тензодатчики передают данные об отклонении потока на ЧПУ. Диаметр был сохранен в пределах 4 мкм (микрометров) в аэрокосмической стойке глубиной 600 мм (миллиметров). Раньше это было невозможно без получистого прохождения.
Гибридные буровые головки
Токарно-расточные центры теперь оснащены хонинговательными головками, встроенными в шпиндель. Один шведский цех сделал все это за один проход, улучшив качество отверстий кулачкового механизма и сократив объем незавершенного производства на 60 %.
Ключевые выводы – Превращение данных в решения
Разделение функций: используйте расточку для геометрии, а хонингование для текстуры. Использование этих методов в неправильном порядке может привести к проблемам.
Логика окупаемости инвестиций: добавьте хонингование, если стоимость брака или гарантийных обязательств на одну деталь превышает 0,3 % от продажной цены; окупаемость < 1 год.
Правило объема: менее 2000 деталей в год: закажите хонирование у субподрядчика. 2000–50 000: комбинированный станок. Более 50 000: специализированные ячейки.
Готовность к будущему: используйте интерфейсы OPC UA или MQTT для подачи данных на панели мониторинга Industry 4.0. Профилактическое обслуживание сокращает незапланированные остановки на 40 %.
Человеческий фактор: ежегодно направляйте 4 % стоимости оборудования на обучение персонала. На предприятиях, где это делается, количество проблем с качеством снижается на 30 %.
Сочетание высокожесткого растачивания и контролируемого алмазного хонингования позволяет выровнять отверстия, добиться идеальной поверхности, повысить выход готовой продукции, продлить срок службы уплотнений, снизить уровень шума и, в конечном итоге, сократить затраты на весь жизненный цикл при прецизионной обработке отверстий в производстве.

