
1. Введение в технологию ЧПУ
Компьютерное числовое управление (ЧПУ) – это технология, которая изменила производство. Станки с ЧПУ – это автоматизированные инструменты, которые управляются заранее запрограммированным программным обеспечением. Это устраняет необходимость в ручном управлении, повышает точность и производительность. Технология ЧПУ была впервые разработана в середине XX века. Она начиналась с простых систем с перфолентой и с тех пор превратилась в современные цифровые средства автоматизации. Сегодня станки с ЧПУ используют G-код и M-код для быстрой и последовательной работы со многими различными материалами.
1.1 ЧПУ по сравнению с традиционной обработкой
Традиционная обработка основана на ручном труде и использовании механических рычагов для управления инструментами. Этот метод чреват ошибками, он медленнее и менее точен. ЧПУ, напротив, предлагает:
- Более высокая консистенция
- Автоматизированная работа
- Сложные геометрические возможности
- Производственные мощности 24/7

2. Основные части станков с ЧПУ
Чтобы понять, что такое станки с ЧПУ, необходимо знать об их основных частях.
2.1 Блок управления машиной (MCU)
MCU – это как мозг машины. Он понимает команды G-кода, контролирует движение и управляет системами обратной связи. MCU работает в режиме реального времени, чтобы убедиться, что все точно, и вносит коррективы, если возникают какие-либо расхождения. Некоторые современные MCU могут диагностировать проблемы, подключаться к беспроводной сети и автоматически корректировать траекторию резки.
2.2 Приводные двигатели и системы обратной связи
Системы привода состоят из шаговых или серводвигателей, подключенных к шарико-винтовым парам или исполнительным механизмам. Системы обратной связи, например энкодеры, контролируют положение и скорость и отправляют данные в реальном времени на MCU. Это очень важно для систем с замкнутым контуром. Линейные энкодеры также используются для очень точных машин в таких отраслях, как аэрокосмическая и медицинская.
Техническое примечание: Серводвигатели – лучший выбор для промышленных ЧПУ, поскольку они обладают высоким крутящим моментом, регулировкой скорости и возможностью обратной связи по замкнутому контуру.
2.3 Шпиндель и оснастка
Шпиндель быстро вращает режущий инструмент. К шпинделю крепятся системы инструментов, например концевые фрезы или сверла. Современные станки с ЧПУ часто оснащаются устройствами автоматической смены инструмента (ATC). Эти устройства меняют инструменты во время цикла обработки.
Диапазон скоростей шпинделя: Скорость вращения варьируется от 6 000 до 30 000 об/мин, в зависимости от способа использования.
Системы удержания инструмента: К наиболее распространенным системам относятся держатели инструментов CAT, BT и HSK. Каждая из них имеет свой собственный механизм фиксации и область применения.
3. Рабочий процесс ЧПУ: Проектирование и исполнение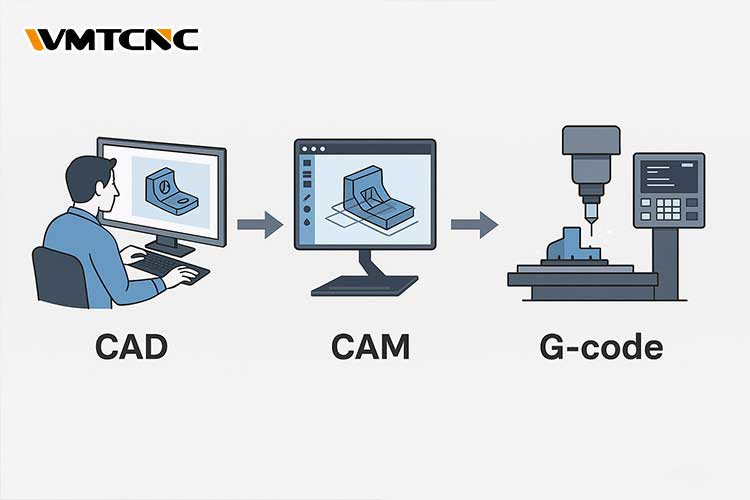
3.1 Переход от CAD к CAM к G-коду
- CAD (Computer-Aided Design): Проектирование детали в 2D или 3D с помощью таких программ, как AutoCAD, SolidWorks или Fusion 360.
- CAM (Computer-Aided Manufacturing): Преобразование CAD-модели в траектории инструментов и экспорт их в виде G-кода.
- G-код: Машиночитаемый набор инструкций, который указывает системе ЧПУ, как перемещать, резать и выполнять операции.
Популярное программное обеспечение CAM:
- Mastercam
- Fusion 360
- SolidCAM
- HyperMill
Пример фрагмента G-кода:
G21 ; Установите единицы измерения на мм
G90 ; Абсолютное позиционирование
G0 Z5 ; Переместите Z на 5 мм выше детали
G0 X0 Y0 ; Перемещение в начало координат
G1 Z-1 F100 ; Перемещение инструмента вниз для резки со скоростью подачи 100 мм/мин
Пример M-кода:
M03 ; Шпиндель ВКЛ (по часовой стрелке)
M08 ; Охлаждающая жидкость ВКЛ.
M05 ; Шпиндель ВЫКЛ.
3.2 Настройка и тестирование:
Перед запуском производственного цикла выполните следующие действия:
Установите и выровняйте заготовку.
Установите начальную точку, обнулив оси.
Загрузите инструменты в карусель.
Выполните пробный запуск для проверки программы.
Используйте измерительные системы для автоматического измерения рабочего смещения.
3.3 Исполнение:
После проверки настроек станок с ЧПУ автоматически выполняет программу. Операторы контролируют процесс и проверяют исходные детали для обеспечения качества.
Передовые системы позволяют операторам удаленно контролировать состояние, износ инструмента и температуру станка. Интеграция с ERP-системами позволяет автоматически составлять графики и отчеты.
4. Системы управления ЧПУ
4.1 Открытый контур и закрытый контур
Системы с открытым контуром: Проще и дешевле, но не имеют обратной связи.
Системы с замкнутым циклом используют датчики и энкодеры для обеспечения обратной связи и корректировки траектории движения инструмента в реальном времени. В них используются датчики и энкодеры для обеспечения обратной связи и корректировки траектории движения инструмента в реальном времени для устранения ошибок.
Сравнительная таблица:
| Характеристика | Открытый контур | Замкнутый цикл |
|---|---|---|
| Обратная связь | Нет | Да |
| Стоимость | Низкий | Выше |
| Точность | Умеренный | Высокий |
| Приложения | Простые задания | Промышленные задачи |
4.2 Интерполяция по осям:
Станки обычно работают по трем осям (X, Y и Z). Современные станки поддерживают четырех- или пятиосевую интерполяцию для сложных геометрических форм. Каждая ось управляется независимо, что обеспечивает одновременное многоосевое перемещение.
Преимущества многоосевой обработки:
– Сокращение времени установки
– Улучшенная обработка поверхности
– Доступ к подрезам и сложным элементам
5. Типы станков с ЧПУ и их применение
5.1 Распространенные станки с ЧПУ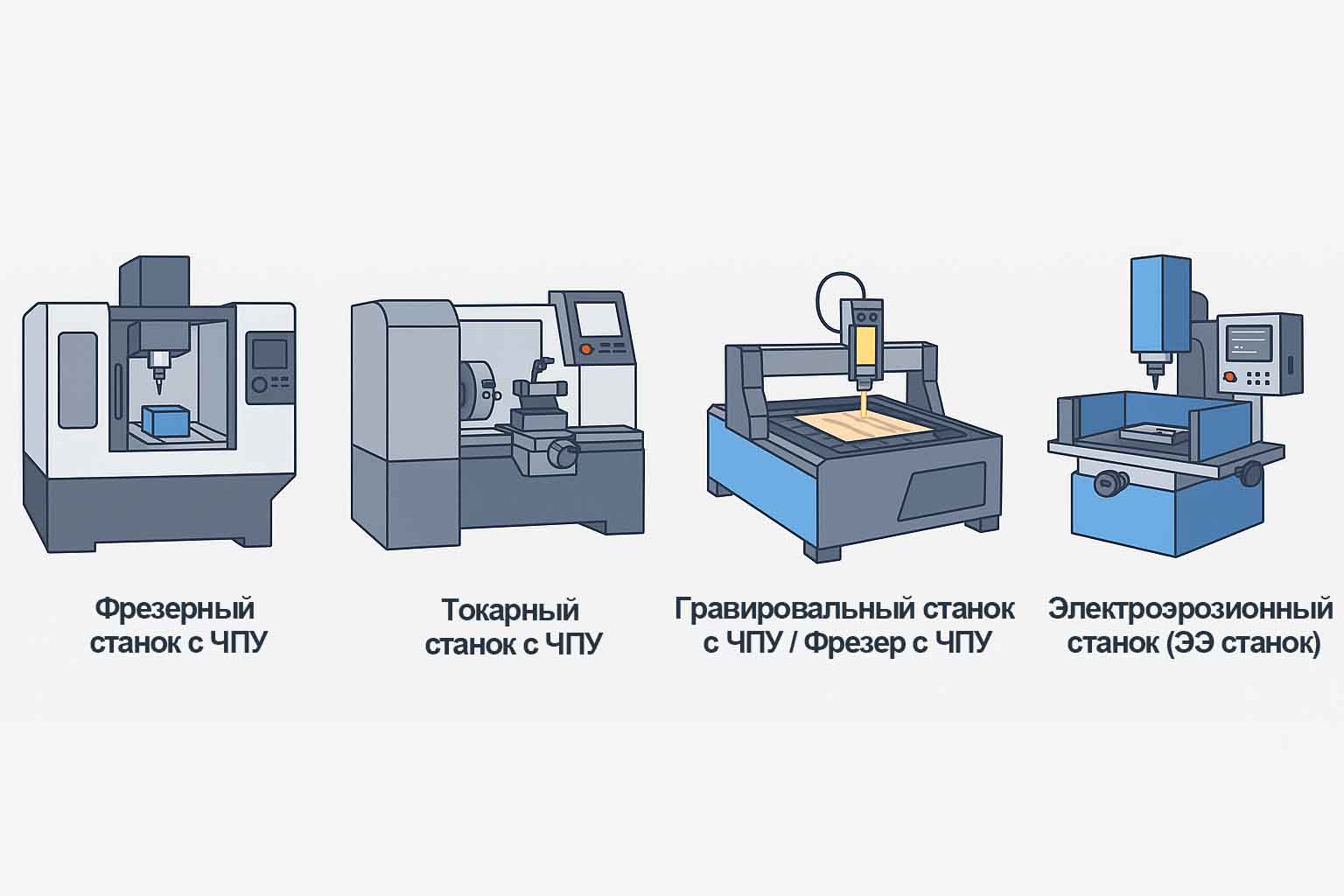
| Тип машины | Функция | Материалы |
|---|---|---|
| Фрезерный станок с ЧПУ | Резка с помощью ротационных инструментов | Металл, пластик, дерево |
| Токарный станок с ЧПУ | Вращающаяся заготовка для токарной обработки | Металл, пластик |
| Маршрутизатор с ЧПУ | Прокладка более мягких материалов | Дерево, пенопласт, пластик |
| Плазменный резак с ЧПУ | Резка плазменной дугой | Проводящие металлы |
| Электроэрозионная обработка (проволока/точильный станок) | Формирование электрического разряда | Проводящие металлы |
| Гидроабразивная обработка с ЧПУ | Резка водой под высоким давлением | Камень, стекло, металл |
5.2 Отраслевые приложения
Аэрокосмическая промышленность: Станки с ЧПУ используются для изготовления лопаток турбин, секций фюзеляжа и деталей шасси. Пятиосевое ЧПУ позволяет создавать сложные геометрические формы деталей, которые имеют решающее значение для аэродинамики.
Медицина: Хирургические инструменты, ортопедические имплантаты и протезы требуют сверхточных, биосовместимых деталей, которые часто обрабатываются из титана или нержавеющей стали.
Автомобили: Блоки двигателей, корпуса трансмиссий и детали подвески обычно обрабатываются на станках с ЧПУ. Быстрое прототипирование позволяет ускорить цикл от разработки до выхода на рынок.
Электроника: Корпуса, радиаторы и разъемы обрабатываются с жесткими допусками и поверхностной отделкой, чтобы соответствовать компактным устройствам.
Архитектура и мебель: Фрезерные станки по дереву и гидроабразивные фрезы используются для создания индивидуальных шкафов, вывесок и декоративных элементов.
6. Преимущества обработки с ЧПУ
6.1 Прецизионность и воспроизводимость
Станки с ЧПУ обеспечивают жесткие допуски до 0,01 мм, что идеально подходит для таких отраслей промышленности, как аэрокосмическая и производство медицинского оборудования. Повторяемость обеспечивает стабильное качество деталей при больших объемах производства.
6.2 Скорость и автоматизация
Автоматизированные функции многофункциональных инструментов обеспечивают непрерывную работу с минимальным вмешательством человека, что значительно повышает производительность. Смена инструмента, зондирование и даже обработка материалов могут быть автоматизированы.
6.3 Гибкость и совместимость материалов
Для работы может быть адаптирована одна установка ЧПУ:
– Металлы (алюминий, титан, сталь)
– Пластмассы (ABS, нейлон, PEEK)
– Древесина и композиты
6.4 Отслеживание данных и качества
Современные системы ЧПУ регистрируют данные о производительности каждого задания, что позволяет контролировать качество и анализировать производительность в режиме реального времени. Статистический контроль процесса (SPC) и алгоритмы машинного обучения могут дополнительно оптимизировать производительность.
6.5 Безопасность
Благодаря ограждениям, блокировкам и удаленным интерфейсам операторы могут безопасно контролировать работу нескольких станков на расстоянии. Риск получения травм от вращающихся инструментов или острой стружки значительно снижается.
6.6 Воздействие на окружающую среду
Хотя обработка с ЧПУ требует больших затрат энергии, системы охлаждения с замкнутым циклом, оптимизированные траектории, минимизирующие отходы материалов, и поддержка перерабатываемых материалов повышают экологичность. Некоторые передовые системы также позволяют контролировать и оптимизировать энергопотребление.
7. Проблемы и соображения
7.1 Первоначальная стоимость и сложность
Высококачественные станки с ЧПУ и программное обеспечение требуют значительных первоначальных инвестиций. Эффективная эксплуатация требует обучения и опыта. Лицензирование программного обеспечения CAM и разработка постпроцессоров также увеличивают стоимость.
7.2 Проблемы, связанные с настройкой
Хотя системы ЧПУ отлично подходят для обеспечения повторяемости, они менее идеальны для быстрого внесения изменений в конструкцию. Обновление G-кода требует повторного прохождения этапов CAD и CAM. Изменения в настройках могут увеличить время выполнения заказа.
7.3 Ограничения машины
Некоторые станки не имеют возможности работать по 5 осям, что ограничивает их возможности по обработке поднутрений или угловых деталей. Другими ограничивающими факторами являются отклонение инструмента, вибрация и тепловая деформация.
7.4 Требования к техническому обслуживанию
Плановое техническое обслуживание необходимо для предотвращения поломки шпинделя, люфта и сбоев в работе программного обеспечения. Диагностика с помощью искусственного интеллекта делает предиктивное обслуживание все более распространенным.
8. Тенденции будущего
- Интеграция искусственного интеллекта: Предиктивное обслуживание и адаптивная обработка.
- Гибридные машины: Сочетание аддитивного (3D-печать) и субтрактивного методов.
- Увеличение числа осей: Позволяет создавать более сложные детали.
- Миниатюризация: ЧПУ для микро- и нанопроизводства.
- Интеграция IoT: Машины, подключенные к облачным платформам для диагностики и мониторинга производительности.
- Green CNC: разработка экологически чистых смазочно-охлаждающих жидкостей, энергоэффективных двигателей и устойчивых методов производства.
Приложение A: Глоссарий
- G-код: Инструкции по геометрии и движению.
- М-код: Различные функции (например, включение/выключение охлаждающей жидкости).
- ATC: автоматическая смена инструмента.
- DNC: распределенное числовое управление.
- CAM: Преобразование моделей CAD в траектории инструментов.
- ERP: Планирование ресурсов предприятия.
- SPC: статистический контроль процессов.
- Шаговые/сервоприводы: Типы двигателей, используемых в системах ЧПУ.
- Траектория инструмента: Маршрут, по которому режущий инструмент проходит через материал.
- Закрепление: Устройства или методы, используемые для надежного удержания заготовки на месте во время обработки.










