
Выбор пплоскошлифовальный станок требует комплексного учета множества факторов, включая требования к обработке, характеристики заготовки, требования к точности и масштабы производства. Конечная цель — достичь баланса между эффективностью, стоимостью и стабильностью при одновременном соблюдении требований к обработке.
1. Уточните требования к обработке: сосредоточьтесь на основных целях
Требования к обработке составляют основу для выбора станка и должны быть уточнены с учетом трех ключевых факторов: материала заготовки, типа поверхности и припуска на обработку:
Материал заготовки

Различные материалы предъявляют значительные различия в требованиях к типу шлифовального круга, мощности шпинделя и системам охлаждения:
Металлические материалы (сталь, чугун, нержавеющая сталь и т. д.):
Обычно используются шлифовальные круги из оксида алюминия (алюминия) или карбида кремния, которые требуют шпинделей средней мощности (1,1–7,5 кВт). Система охлаждения должна быть достаточно мощной (для предотвращения отжига заготовки).
Твердые и хрупкие материалы (керамика, стекло, твердые сплавы): требуются шлифовальные круги из алмаза или кубического нитрида бора (CBN), шпиндели с высокой жесткостью (для предотвращения сколов, вызванных вибрацией) и охлаждение низкого давления (для предотвращения появления царапин на поверхности от обломков).
Цветные металлы (алюминий, медь): требуются мелкозернистые шлифовальные круги (для предотвращения прилипания стружки), а скорость шпинделя должна быть регулируемой (для предотвращения пригорания поверхности).
Тип обрабатываемой поверхности
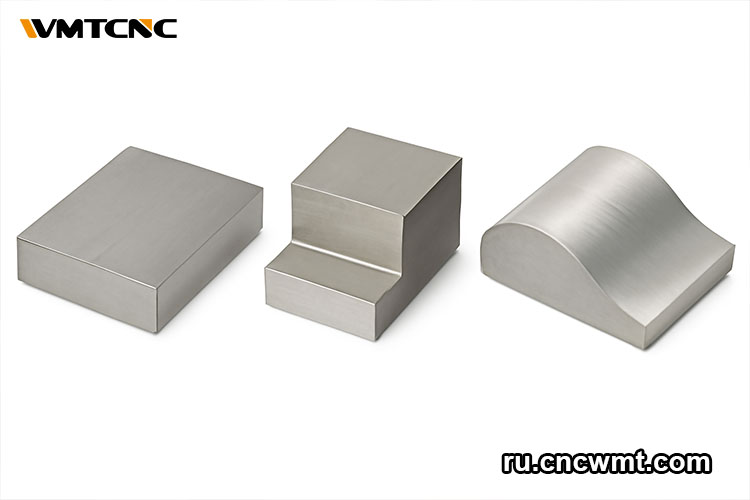
Плоские поверхности (например, листы, блоки): основные требования, которые удовлетворяют большинство плоскошлифовальных станков.
Ступени/канавки (например, вставки для пресс-форм): требуется шлифовальный станок, оснащенный рабочим столом с высокой точностью поперечной подачи (например, точность позиционирования оси ЧПУ ≤ 0,003 мм) и совместимый с приспособлением для правки шлифовального круга.
Неправильные криволинейные поверхности (например, переходные зоны на поверхностях лопастей): требуется плоский шлифовальный станок с ЧПУ с функцией интерполяции дуги или специальные приспособления.
Припуск на обработку
Черновая шлифовальная обработка (припуск 0,5–2 мм): требуется шпиндель высокой мощности (3–7,5 кВт), шлифовальный круг с крупным зерном (30–80 меш) и жесткая станина станка (для уменьшения вибрации).
Чистовое шлифование (припуск 0,05–0,5 мм): требует высокоточных шпинделей (радиальное биение ≤ 0,002 мм), шлифовальных кругов с мелкой зернистостью (100–200 меш) и прецизионной системы подачи (например, шариковый винт + сервомотор).
2. Выбор характеристик плоскошлифовального станка по особенностям заготовки
Размеры и вес заготовки напрямую определяют основные параметры шлифовального станка (ход стола, грузоподъемность и т. д.) и требуют особого внимания:
Параметры размеров
Длина/ширина заготовки: должна быть меньше «продольного хода» и «поперечного хода» стола шлифовального станка (обычно допускается зазор 10-20% для предотвращения ошибок обработки в крайних положениях). Например, при обработке заготовки размером 1000×500 мм выберите станок с продольным ходом ≥1200 мм и поперечным ходом ≥600 мм.
Высота заготовки: должна быть меньше «максимальной высоты шлифования» шлифовального станка (расстояние от центра шлифовального круга до поверхности рабочего стола). Например, для заготовки высотой 300 мм выберите станок с максимальной высотой шлифования ≥350 мм.
Параметры веса
Легкие заготовки (<500 кг): можно выбрать шлифовальные станки с роликовыми направляющими (высокая мобильность, подходят для небольших партий).
Тяжелые заготовки (500–5000 кг): выберите гидростатические направляющие или шлифовальные станки с роликовыми направляющими для тяжелых условий эксплуатации (высокая несущая способность, предотвращают деформацию рабочего стола). Материал станины должен быть предпочтительно из серого чугуна (HT300 или выше) для большей жесткости.
Сверхтяжелые детали (>5000 кг): требуются шлифовальные станки, изготовленные по индивидуальному заказу, с усиленным фундаментом (для предотвращения оседания оборудования, влияющего на точность).
3. Требования к точности: соответствие степени обработки

Точность является основным показателем плоскошлифовального станка и должна выбираться исходя из требований к плоскостности, параллельности и шероховатости поверхности заготовки:
| Класс точности | Плоскостность (мм/м) | Параллельность (мм/м) | Шероховатость поверхности (Ra) | Области применения | Соответствующие типы шлифовальных станков |
|---|---|---|---|---|---|
| Общий класс | ≤0,03 | ≤0,05 | 1,6–3,2 мкм | Общие конструкционные детали (например, фланцы) | Недорогие ручные шлифовальные станки (например, M618) |
| Точный класс | ≤0,01 | ≤0,02 | 0,4–1,6 мкм | Плиты для пресс-форм, корпуса подшипников | Прецизионные плоскошлифовальные станки с горизонтальным шпинделем (с направляющими, покрытыми антифрикционным пластиком) |
| Ультраточный класс | ≤0,002 | ≤0,005 | 0,025–0,4 мкм | Оптические элементы, измерительные калибры | Ультраточные шлифовальные станки (с гидростатическим шпинделем) |
Примечание: чем выше точность, тем важнее выбрать подходящие компоненты шлифовального станка. Например, форма направляющей (скольжение предпочтительнее качения), тип шпинделя (статическое давление воздуха/статическое давление жидкости предпочтительнее подшипников качения) и система привода (сервомотор + прецизионный ходовой винт предпочтительнее гидравлической) должны выбираться исходя из фактических требований, чтобы избежать «избыточной точности», ведущей к ненужным затратам.
4. Масштаб производства: определяет уровень автоматизации

Размер производственной партии напрямую влияет на конфигурацию автоматизации шлифовальных станков, требуя баланса между эффективностью и стоимостью:
Для мелких партий из одной детали (<10 штук/день) следует отдавать предпочтение ручным или полуавтоматическим шлифовальным станкам (например, ручным шлифовальным станкам с горизонтальным шпинделем), которые являются экономически эффективными (примерно 15 000–50 000 юаней), гибкими в эксплуатации и подходят для заготовок простой формы. Дополнительные ручные приспособления для правки шлифовальных кругов (не требуют сложного программирования).
Для средних партий (10–50 штук в день) следует использовать плоские шлифовальные станки с ЧПУ (например, с двухкоординатной системой ЧПУ), которые могут заранее устанавливать программы обработки (сокращая время повторной настройки инструмента) и оснащены функциями автоматической правки шлифовальных кругов (сокращая ручное вмешательство). Бюджет: примерно 100 000–1 000 000 юаней, подходит для заготовок с ступенчатой или многоплоскостной обработкой.
Для крупносерийного производства (более 50 штук в день) требуются полностью автоматические шлифовальные станки, оснащенные механизмами автоматической загрузки/разгрузки (роботизированные манипуляторы/конвейерные ленты), устройствами онлайн-контроля (лазерные датчики) и системами автоматической компенсации шлифовального круга для обеспечения беспилотного производства.
Доступны опциональные производственные линии с ЧПУ (связанные между собой несколько станков) с бюджетом более 1 миллиона юаней, подходящие для стандартизированных деталей (например, подшипниковые кольца, лопасти).
5. Типы плоскошлифовальных станков: классификация по конструкции и сценариям применения

Плоскошлифовальные станки подразделяются на четыре основных типа в зависимости от их конструкции, которые значительно различаются по сферам применения. Поэтому очень важно выбрать подходящий тип в зависимости от конкретных требований:
| Тип шлифовального станка | Конструктивные особенности | Типы заготовок | Преимущества | Ограничения |
|---|---|---|---|---|
| Плоскошлифовальный станок с горизонтальным шпинделем и прямоугольным столом (поступательное движение) | Шпиндель расположен горизонтально, рабочий стол прямоугольной формы, движется возвратно-поступательно | Длинные и узкие заготовки (например, стальные плиты, направляющие) | Широкий диапазон обработки (возможна шлифовка уступов и пазов) | Низкая производительность из-за возвратно-поступательного хода |
| Плоскошлифовальный станок с горизонтальным шпинделем и круглым столом (вращательное движение) | Шпиндель расположен горизонтально, рабочий стол круглой формы, вращается | Круглые заготовки (например, фланцы, зубчатые заготовки) | Непрерывная обработка, высокая производительность | Невозможно шлифовать длинные, узкие или ступенчатые заготовки |
| Плоскошлифовальный станок с вертикальным шпинделем и прямоугольным столом | Шпиндель расположен вертикально, рабочий стол прямоугольной формы | Крупные и тяжёлые заготовки (например, станины станков) | Высокая производительность, подходит для чернового шлифования | Низкое качество поверхности (ограниченная точность) |
| Плоскошлифовальный станок с вертикальным шпинделем и круглым столом | Шпиндель расположен вертикально, рабочий стол круглой формы | Средние и малые круглые заготовки (например, втулки подшипников) | Высокоскоростная непрерывная обработка, подходит для серийного производства | Диаметр заготовки ограничен размерами круглого стола |
Дополнительная информация: Автоматизация с ЧПУ — это тенденция. Плоскошлифовальные станки с ЧПУ (такие как Delta PLC, Siemens и Guangshu) могут выполнять сложную траекторию обработки с помощью программирования, что делает их подходящими для высокоточных и многопродуктовых применений.
6. Вспомогательные факторы: обеспечение долгосрочной стабильной работы
Шлифовальные круги и система охлаждения
Шлифовальные круги: выбирайте в зависимости от материала заготовки (например, алюминий для стали, алмаз для твердых сплавов, керамики и стекла). Выбирайте размер зерна в зависимости от требований к точности (крупное зерно для чернового шлифования, мелкое зерно для чистового шлифования).
Охлаждение: для предотвращения перегрева заготовки или забивания шлифовального круга требуется система охлаждения с высоким расходом (≥50 л/мин) и низким содержанием примесей (оснащенная фильтрующим устройством).
Стабильность станка
Станина: предпочтительно литая из смолы и песка (для снижения внутреннего напряжения, твердость ≥250 HB), с высокой жесткостью и отличным гашением вибраций.
Направляющие: для высокоточных применений рекомендуются прецизионно обработанные направляющие с пластиковым покрытием (низкое трение, высокая точность); роликовые направляющие подходят для применений с более низкими требованиями к точности.
Бюджет и послепродажное обслуживание
Бюджет: ручные шлифовальные станки (15 000–50 000), шлифовальные станки с ЧПУ (100 000–1 000 000) и сверхточные шлифовальные станки (более 1 000 000). Уделяйте приоритетное внимание инвестициям в основные требования (например, точность, эффективность).
Послепродажное обслуживание: выбирайте известные бренды, чтобы обеспечить поставку запасных частей и техническую поддержку (особенно для экспортного оборудования, уделяйте особое внимание локализованным услугам).
Краткое изложение шагов по выбору плоскошлифовального станка
Определите параметры заготовки (материал, размеры, вес, обрабатываемые поверхности);
Определите требования к точности (плоскостность, шероховатость поверхности и т. д.);
Выберите уровень автоматизации в зависимости от объема производства (ручной / ЧПУ / полностью автоматический);
Подберите тип шлифовального станка (горизонтальный шпиндель/вертикальный шпиндель, прямоугольный стол/круглый стол);
Проверьте вспомогательные параметры (шлифовальные круги, охлаждение, стабильность);
Совместите бюджет и послепродажное обслуживание, чтобы окончательно определиться с моделью.
Следуя этим шагам, вы сможете эффективно отсеять плоскошлифовальные станки, которые не соответствуют фактическим требованиям, избегая «недостаточной функциональности» или «растраты средств».










