Понимание обработки торцов на токарных станках

В механической обработке торцевание является основным и критически важным процессом. Это включает в себя резание торцевой поверхности заготовки на токарном станке для достижения требуемых размеров, плоскостности и качества поверхности. Основная цель торцевой обработки — обеспечить точность размеров заготовки по длине и перпендикулярность между торцевой поверхностью и осью, а также обеспечить точную отправную точку для последующих операций сверления, шлифования или сборки. Практически все детали валового, втулочного и дискового типа требуют торцевой обработки во время механической обработки. Примерами могут служить выравнивание торцов заготовок, чистовая обработка торцов зубчатых колес и обработка сопрягаемых поверхностей фланцев.
Выбор и установка токарных инструментов

Эффективность торцевой обработки в значительной степени зависит от выбора и установки инструмента. К распространенным типам токарных инструментов относятся правые торцевые инструменты, левые торцевые инструменты и инструменты с углом смещения 45°. Правые и левые инструменты используются в зависимости от направления подачи, чтобы избежать помех; инструменты с углом смещения 45° могут обрабатывать как наружные окружности, так и торцы, что делает их широко применимыми; инструменты с углом смещения 90° особенно подходят для обеспечения перпендикулярности между торцевой поверхностью и осью.
Углы геометрии инструмента имеют не менее важное значение. Угол передней наклонной поверхности обычно устанавливается на 45° или 90°, а передний и задний углы зависят от обрабатываемого материала: для стали предпочтительны большие передние углы, а для чугуна — меньшие передние углы или даже отрицательные передние углы. Больший радиус наконечника улучшает шероховатость поверхности, но увеличивает режущие силы, что может вызвать вибрацию. Поэтому углы инструмента и радиус наконечника должны быть оптимально настроены для конкретных условий обработки.
Во время установки вершина инструмента должна быть точно выровнена по отношению к центру вращения заготовки, чтобы предотвратить появление выступов на торцевой поверхности. Минимизируйте вылет инструмента для повышения жесткости. Кроме того, обеспечьте соответствующие вторичные углы наклона, чтобы предотвратить боковое трение о обрабатываемую поверхность.
Подготовка перед обработкой торцевой поверхности
Перед обработкой торцевой поверхности необходимо тщательно закрепить заготовку и проверить состояние токарного станка. Для коротких заготовок достаточно прямого зажима с помощью трехкулачкового патрона, однако для длинных валов лучше использовать установку «один зажим, один центр», чтобы минимизировать вибрацию и обеспечить стабильность обработки.
Что касается состояния токарного станка, убедитесь, что шпиндель не имеет осевого люфта, а направляющие сохраняют хорошую точность. Выберите подходящую скорость шпинделя и скорость подачи в зависимости от диаметра и материала заготовки. Формула расчета скорости шпинделя:
n=1000×Vc/π×d
где Vc — рекомендуемая скорость резания, а d — диаметр заготовки. Во время черновой обработки можно использовать более высокую скорость подачи для повышения эффективности, а при чистовой обработке — уменьшить скорость подачи для достижения превосходного качества поверхности.
Этапы и методы обработки поверхностей
В реальной обработке поверхности обычно делятся на черновую и чистовую обработку:
Черновая обработка: в первую очередь направлена на удаление лишнего материала. Инструмент подается от внешнего края к центру с большой глубиной резания и низкой скоростью вращения шпинделя, при этом приоритетом является эффективность.
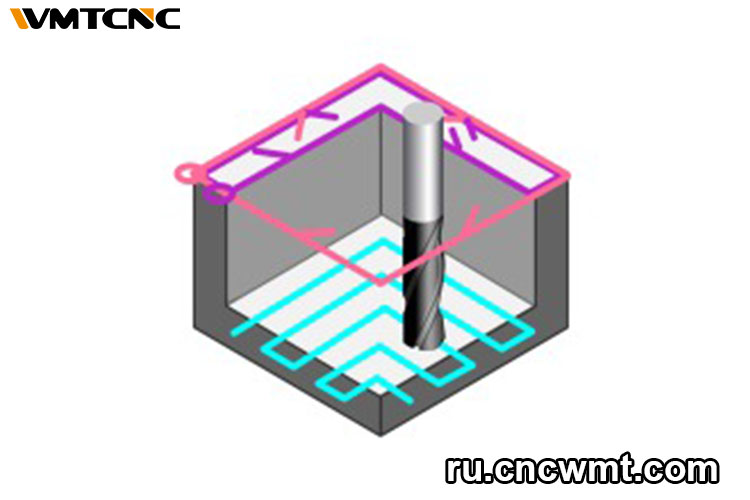
Отделка: в первую очередь направлена на достижение точности размеров и качества поверхности. Глубина резания обычно составляет менее 0,5 мм, со скоростью подачи и высокой частотой вращения шпинделя. На последнем проходе может применяться резка с постоянной линейной скоростью (CLS) для обеспечения одинаковых условий резания по периферии и в центре. Скорость подачи должна быть соответствующим образом уменьшена вблизи центра заготовки, так как линейная скорость там приближается к нулю, создавая наиболее сложные условия обработки.
После обработки необходимо выполнить необходимые измерения. Обычно используются следующие методы: – измерение длины с помощью штангенциркуля или микрометра; – проверка плоскостности с помощью линейки и метода пропускания света; – проверка перпендикулярности торцевой поверхности к шпинделю с помощью индикатора часового типа.
Часто задаваемые вопросы и решения
При обработке торцевых поверхностей на токарном станке часто возникают определенные проблемы с качеством. Ниже приведены наиболее распространенные причины и способы их устранения.
Выступ по центру торцевой поверхности
Причина: кончик инструмента не совпадает с центром заготовки.
Решение: переустановите инструмент, чтобы его кончик совпадал с центром заготовки.
Плохая шероховатость поверхности с вибрационными следами
Причина: износ инструмента, чрезмерный вылет заготовки или инструмента, неправильные настройки параметров резания.
Решение: уменьшить вылет инструмента, заменить пластины, умеренно увеличить скорость вращения шпинделя и уменьшить скорость подачи.
Неровная торцевая поверхность (вогнутая или выпуклая)
Причина: направляющие станка не перпендикулярны шпинделю или сильный износ инструмента во время обработки.
Решение: отрегулировать точность станка; при необходимости использовать поперечную доработку для улучшения плоскостности торцевой поверхности.
Правила техники безопасности
Безопасная эксплуатация является обязательным условием для всех процессов механической обработки:
– Носите защитные очки; перчатки во время работы запрещены.
– Заготовки и режущие инструменты должны быть надежно закреплены, чтобы предотвратить их выброс.
– Измерения или замена инструментов могут выполняться только после полной остановки вращения заготовки.
– Для удаления стружки используйте щетку или крючок; прямой контакт рук строго запрещен.
Заключение
Хотя обработка торцов на токарных станках считается вводным процессом, она напрямую влияет на точность размеров деталей. Ее качество не только определяет эффективность сборки заготовок, но и влияет на плавность последующих операций. Для достижения оптимальной обработки торцов необходимо правильно выбирать и устанавливать режущие инструменты, научно устанавливать параметры резания и поддерживать станок в хорошем состоянии. Кроме того, технические специалисты должны обладать способностью диагностировать проблемы и быстро вносить исправления.