



Коленчатый вал является одним из наиболее важных компонентов двигателя внутреннего сгорания. Процесс его изготовления сложен и требует тщательного подхода, современного оборудования, строгих стандартов качества и специальных знаний. В этой статье представлено пошаговое руководство по обработке коленчатого вала, охватывающее весь процесс от подготовки сырья до окончательной проверки качества.


1. Подготовка сырья
Обработка начинается с выбора и подготовки материалов:
Обычные материалы: углеродистая сталь (45#), легированная сталь (42CrMo).
Подготовка заготовок: горячая/холодная прокатка → распиловка → ультразвуковое тестирование для обнаружения внутренних трещин.
Референсное оборудование: циркулярная пила с ЧПУ WMTCNC (точность резки ±0,2 мм).
Высококачественные материалы и точная предварительная обработка закладывают основу для последующих процессов.
2. Токарная обработка
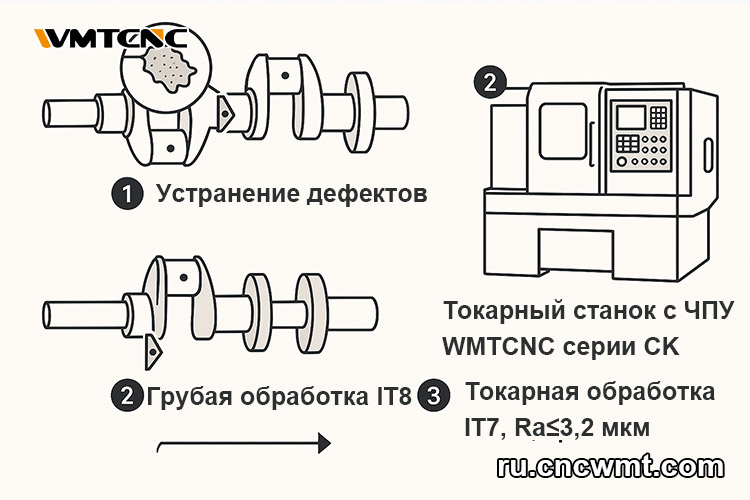

Токарная обработка является основным процессом в производстве коленчатых валов:
Задачи: удаление дефектов поверхности, черновая токарная обработка шейки и чистовая токарная обработка опорных поверхностей.
Требования к точности: черновая токарная обработка IT8, чистовая токарная обработка IT7; шероховатость поверхности Ra ≤ 3,2 мкм.
Оборудование: токарные станки с ЧПУ серии WMTCNC CK (высокая стабильность, многопозиционная обработка).
Благодаря установке точных опорных точек последующие процессы гарантированно соответствуют строгим допускам.
3. Сверление
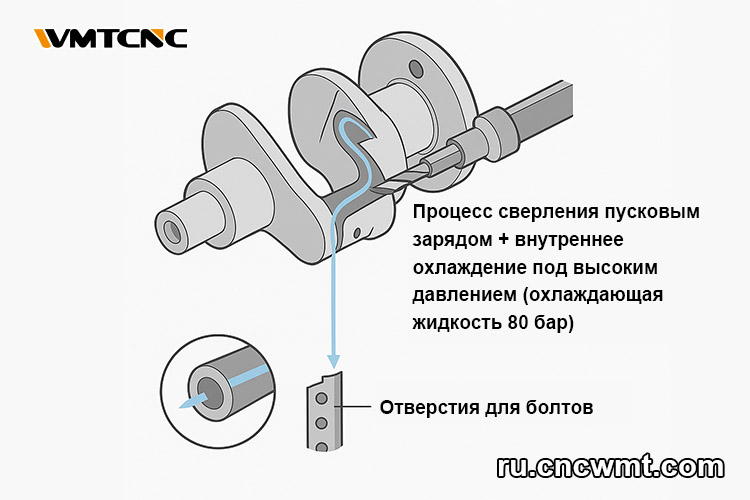
Масляные каналы и отверстия для болтов внутри коленчатого вала должны быть обработаны с высокой точностью:
Технические задачи: Прямолинейность глубоких отверстий ≤0,1 мм/100 мм, точность положения отверстий ±0,05 мм.
Решение: Процесс глубокого сверления + внутреннее охлаждение под высоким давлением (охлаждающая жидкость 80 бар).
Оборудование: Обрабатывающий центр WMTCNC (с насадками для глубокого сверления).
Этот этап обеспечивает надежность смазочных каналов, что имеет решающее значение для срока службы коленчатого вала.
4. Шлифование (основной процесс)
Шлифование определяет окончательную точность и качество поверхности коленчатого вала:
Цель: точность размеров IT6, округлость ≤0,005 мм, радиальное биение ≤0,03 мм, шероховатость поверхности Ra ≤0,4 мкм.
Процесс: черновая шлифовка (остаточный припуск 0,2 мм) → точная шлифовка (остаточный припуск 0,02 мм) → полировка.
Оборудование: шлифовальный станок с ЧПУ WMTCNC серии MK (с онлайн-измерением и автоматической компенсацией).
Это решающий процесс, обеспечивающий надежную работу двигателя.
5. Термообработка
Термообработка используется для повышения прочности и износостойкости коленчатых валов:
Последовательность процесса: цементация → закалка → отпуск.
Требования к твердости: поверхность HRC 58–62, сердцевина HRC 35–40.
Контроль окружающей среды: независимая зона печи, система контроля температуры и сигнализации.
Правильная термообработка обеспечивает износостойкость поверхностного слоя и прочность сердцевины.
6. Окончательный контроль качества

Каждый коленчатый вал перед отправкой должен пройти строгий контроль качества:
| Process | Key indicators | Testing methods |
|---|---|---|
| Turning | Reference surface flatness ≤0.02mm | Coordinate measuring machine |
| Drilling | Oil hole position tolerance ≤ φ0.1mm | Special inspection tool + optical projector |
| Grinding | Main shaft neck roundness ≤0.005mm | Roundness gauge + online measurement system |
| Heat treatment | Carburizing layer depth error ≤±0.05mm | Metallographic microhardness test |
Заключение
Обработка коленчатых валов — это точный и систематический инженерный процесс. Каждый этап, от подготовки сырья, точения, сверления до шлифования и термообработки, имеет решающее значение. Только благодаря использованию современного оборудования с ЧПУ и строгому контролю качества можно обеспечить высокую точность и надежность коленчатых валов.
В WMTCNC мы предоставляем комплексные решения по обработке коленчатых валов для производителей автомобильных, судовых и промышленных двигателей, включая токарные станки с ЧПУ, шлифовальные станки для коленчатых валов и обрабатывающие центры, помогая клиентам снизить затраты и повысить эффективность.
Свяжитесь с WMTCNC сегодня, чтобы получить подробные технические характеристики оборудования и решения по технологическим процессам.

