


С широким распространением многофункциональных обрабатывающих центров производство зубчатых колес постепенно переходит от специализированных станков к универсальным платформам с ЧПУ. Системы ЧПУ Siemens используют свою уникальную функцию “программного соединения” для устранения зависимости от традиционных механических редукторов, создавая гибкий “электронный редуктор”. Эта функция позволяет инженерам моделировать и проверять процессы зубофрезерования в виртуальной среде, заранее проверяя правильность логики движения. Это снижает риски пробной резки, сокращает циклы разработки процессов и подчеркивает уникальную ценность систем Siemens в цифровом производстве.
Основные принципы и системная структура


Ключ к фрезерованию зубчатых колес заключается в движении генерации: ось вращения заготовки (ось C) и ось инструмента (ось B) должны поддерживать фиксированное соотношение скоростей.
Формула:
Соотношение скоростей = количество зубьев на заготовке / количество зубьев на зубофрезерном инструменте
Одновременно линейные оси X/Y/Z обеспечивают регулировку положения и управление подачей.
Преимущество системы Siemens заключается в ее способности строго связывать каналы и оси, которые в противном случае были бы независимыми, с помощью «связанных команд». Например:
Канал 1: управляет линейными осями (X/Y/Z);
Канал 2: управляет вращающимися осями (ось C и ось B) и устанавливает соотношения скоростей.
Именно этот чисто программный механизм «электронной коробки передач» отличает системы Siemens от других.
Таблица: Кинематические соотношения при зубофрезеровании
| Тип оси | Описание функции | Пример конфигурации |
|---|---|---|
| Оси X/Y/Z | Регулировка положения и подача при резании | Установка инструмента, подача и отвод |
| Ось вращения заготовки C | Шпиндель, определение опорного значения числа зубьев | Используется число зубьев в качестве параметра |
| Ось инструмента B | Вращение долбяка (фрезы-модульной), установление передаточного отношения | В качестве параметра используется число режущих кромок |
Процесс внедрения для валидации симуляции

Уникальной особенностью систем Siemens является их способность быстро достигать высокоточной синхронизации между осями с помощью программного обеспечения. При виртуальной валидации инженеры обычно выполняют следующие шаги:
Виртуальное моделирование
Создайте виртуальный обрабатывающий центр с помощью таких платформ, как SinuTrain, определив линейные и поворотные оси.
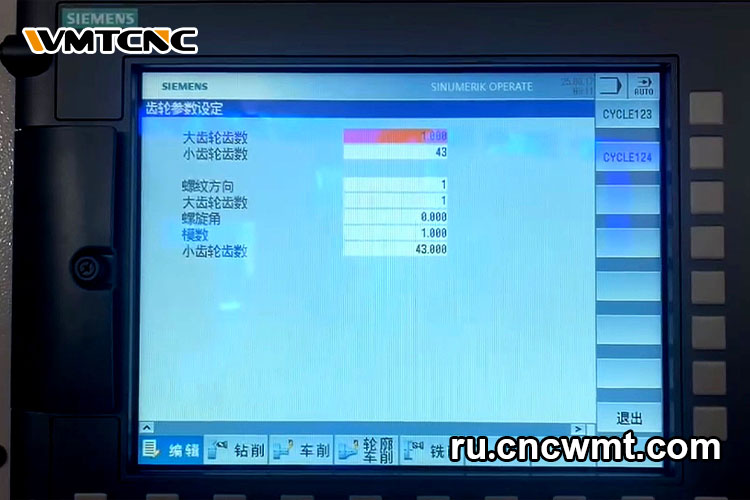
Конфигурация логики
Установить ось заготовки в качестве шпинделя и использовать функцию соединения для поддержания синхронизации скорости с осью инструмента.
Программирование и эксплуатация
В рамках программы простые команды соединения позволяют выполнять следующую логику: «Позиционирование → Активация соединения → Синхронизированная резка → Отсоединение соединения → Отвод инструмента».
Мониторинг и проверка
С помощью 3D-анимации и мониторинга кривой скорости убедитесь, что постоянное соотношение между осью резака и осью заготовки сохраняется на протяжении всего процесса, а траектория движения соответствует принципу зубофрезерования.
Возможности этой “программной коробки передач” — именно то, что отличает системы Siemens от других платформ.
Результаты и обсуждение

Результаты моделирования показывают, что виртуальный процесс обработки прошел гладко, без каких-либо нештатных сигналов тревоги. Постоянное соотношение скоростей шпинделя на протяжении всего процесса подтверждает правильность логики соединения.
Преимущества
Нулевой риск: проверка логики программы в виртуальной среде;
Высокая эффективность: значительное сокращение циклов отладки на месте и пробной резки;
Низкая стоимость: минимальная зависимость от физических станков и режущих инструментов.
Ограничения
Результаты моделирования зависят от точности модели и не могут в полной мере учесть силы резания и структурные ошибки. При практическом применении по-прежнему необходимы отладка сервопривода, компенсация люфта и оптимизация параметров резания.
Заключение
Используя возможности сопряжения систем ЧПУ Siemens, обрабатывающие центры могут моделировать высокоточные операции зубофрезерования в виртуальной среде. Эта концепция “электронной коробки передач” преодолевает механические конструктивные ограничения, позволяя проверять сложные процессы на программном уровне. Она не только снижает риски пробной резки, но и значительно сокращает циклы разработки процессов, служа важным мостом для цифрового производства.
Благодаря подходу “сначала виртуально, потом реально”, система Siemens демонстрирует уникальные преимущества, отличающие ее от других платформ ЧПУ, закладывая прочную основу для гибкости и эффективности в интеллектуальном производстве.

