



1. Введение
В металлообработке как долбёжный станок, так и строгальный станок используют возвратно-поступательное резание с однобортными инструментами. Их основные направления движения, ориентация заготовок и применимые заготовки различаются, что приводит к разным вариантам выбора для таких задач, как обработка шпоночных пазов, шлицевых соединений и внутренних канавок. В этой статье описаны основные характеристики, принципы работы, типичные области применения и процедуры выбора для обоих типов станков, что позволяет быстро принимать решения на месте в производственных условиях.
2. Основные определения и принципы работы долбёжного станка и строгального станка


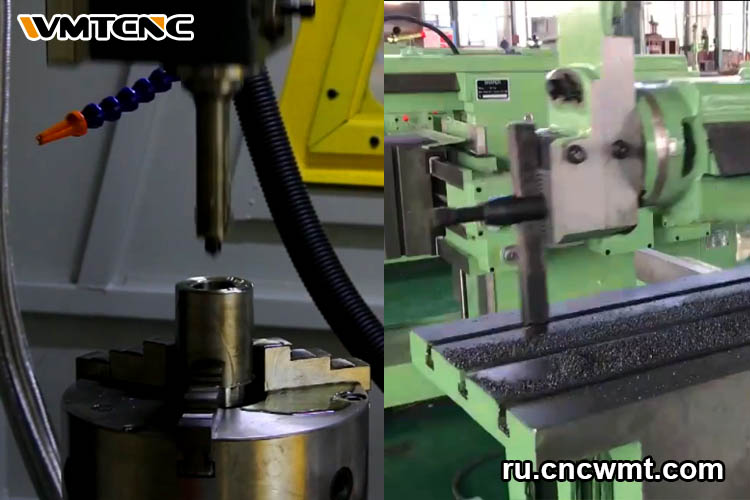
Основное движение “долбёжный” — вертикальное возвратно-поступательное, при котором инструмент движется вверх и вниз, а резка происходит в основном во время хода вниз. Рабочий стол может выполнять продольную, поперечную и поворотную индексацию подачи. Он подходит для внутренних элементов, таких как внутренние шпоночные пазы, внутренние кольцевые канавки, глухие пазы и частичные внутренние шлицы (с прямыми сторонами).
Основное движение “строгальный станок” — горизонтальное возвратно-поступательное, при котором инструмент режет во время хода вперед и возвращается без нагрузки. Рабочий стол может подниматься/опускаться и перемещаться в поперечном направлении. Он подходит для внешних элементов, таких как плоские поверхности, ступени, внешние шпоночные пазы и прямые внешние профили.
Оба станка используют возвратно-поступательное резание, но пазовый станок в основном предназначен для внутренних элементов, а фасонорезный станок — для внешних элементов.
3. Различия в конструкции и эксплуатации (таблица сравнения основных характеристик)
Для облегчения быстрого выбора ниже приводится краткое сравнение основных различий между двумя типами станков.
| Параметры | Долбёжный станок (slotting machine) | Строгальный станок (shaping machine) |
| Основное движение | Вертикальное возвратно-поступательное движение; резка на сплошном ходу | Горизонтальное возвратно-поступательное движение; резка на прямом ходу |
| Типичные обрабатываемые особенности | Внутренние особенности: внутренние пазы для шпонок, внутренние кольцевые канавки, слепые канавки, прямые внутренние шлицы малых партий | Внешние особенности: плоские поверхности, ступени/плечи, внешние пазы для шпонок, длинные прямые внешние канавки |
| Ход и длина | Ограниченный вертикальный ход; не подходит для сверхдлинных канавок | Длинный горизонтальный ход; подходит для сквозных/непрерывных внешних канавок и больших плоских поверхностей |
| Слепые/закрытые канавки | Возможны | Не подходят |
| Зажимы и стол | Часто оснащён поворотным/индексационным столом для индексирования отверстий и многоканавочной обработки | Горизонтальный стол, акцент на зажимы и опору; подходит для длинных деталей |
| Точность | Более прямой контроль за положением и глубиной внутренней канавки | Внешние плоские и прямые поверхности соответствуют стандартным допускам |
| Удаление стружки и направляющие | Глубокие, узкие внутренние канавки требуют тщательной направляющей и удаления стружки | Удаление стружки на внешних формах относительно гладкое |
| Типичные аксессуары/вспомогательные инструменты | Направляющие втулки, внутренние патроны/опоры, индексационные приспособления | Ременные зажимы, уголковые пластины, V-образные блоки, опоры для длинных деталей |
4. Сравнение применений шпоночных пазов/шлицов/внутренних пазов
Ниже приведены прямые рекомендации по выбору и обоснования для типичных задач, что облегчает быстрое внедрение.
| Задача/Особенность | Рекомендуемая машина | Обоснование |
| Внутренний паз для шпонки (в отверстии) | Долбёжный станок | Достигает внутренние отверстия; прямой контроль за глубиной/шириной; способен обрабатывать слепые канавки. |
| Внешний паз для шпонки (на валу / внешняя поверхность) | Строгальный станок | Длинный горизонтальный ход подходит для сквозных прямых канавок; простая установка зажимов. |
| Внутренние шлицы (с прямыми боковыми гранями, малые партии) | Долбёжный станок | Достигается с помощью индексирования; для больших объемов или инволютных форм используйте специализированные станки для обработки шестерёнок / долбёжки. |
| Внутренние кольцевые канавки, канавки для стопорных колец, закрытые/локальные канавки | Долбёжный станок | Процесс более прямолинейный в ограниченных пространствах; легче контролировать положение дна канавки. |
| Длинные прямые внешние канавки, плоские поверхности, ступени | Строгальный станок | Ход и поддержка лучше соответствуют обработке внешних элементов и выравниванию. |
5. Возможности и эффективность
Когда оба станка могут выполнять одну и ту же операцию, приоритеты выбора следующие.
Время цикла и стабильность: для внешних длинных прямых линий и больших плоских поверхностей больше стабильности обеспечивает фасонка. Для локальных элементов внутри отверстий и обработки небольших площадей более высокую эффективность при смене инструмента и позиционировании обеспечивает продольная обработка.
Управление положением и глубиной: для положения пазов и глубины дна внутри отверстий более прямым является продольная обработка. Для наружных прямых линий и плоскостей формовка соответствует стандартным требованиям.
Качество поверхности и финишная обработка: обе исходные поверхности подходят для общей сборки. Для более высокого качества поверхности или более жестких допусков добавьте фрезерование/шлифование после продольной обработки/строгания.
Время переналадки: оба метода относительно быстры. Продольная обработка обеспечивает большую гибкость для индексации, множественных пазов и глухих пазов. Формовка обеспечивает более простые переходы для обрезки контуров и непрерывных пазов.
6. Заготовка и зажимное приспособление
Глубокие узкие пазы (прорезание): добавьте направляющие/внутренние опоры, используйте многослойную и прерывистую удаление стружки для контроля отклонения инструмента. Сохраните радиусы нижнего перехода.
Несколько пазов/индексирование (прорезание): используйте поворотные/индексирующие столы, откалибруйте нулевое положение и ошибки индексирования. Ведите записи индексирования для повторного измерения.
Длинные детали/большие плоские поверхности (профилирование): используйте зажимные пластины, V-образные блоки или опорные блоки для предотвращения отклонения и смещения. Проверьте параллельность стола и перпендикулярность торцевой поверхности.
Измерительные приборы и измерения (общее): проверьте ширину паза с помощью калибров/штангенциркулей; измерьте глубину паза с помощью глубиномеров или случайной выборки CMM. Установите стабильные эталонные значения для ключевых отверстий/поверхностей.
7. Материалы и диапазон размеров
Ниже перечислены только наиболее важные параметры, влияющие на выбор, что облегчает предварительную оценку.
| Параметр | Долбёжный станок (Slotting Machine) | Строгальный станок (Shaping Machine) | Примечания |
| Твёрдость материала и термообработка | Лучше обрабатывать до термообработки; для закалённых материалов переключиться на шлифование/ЭДМ | То же, что и слева | Подтвердите порядок термообработки заранее |
| Ограничения по ходу/размеру | Ограничение вертикального хода для сверхдлинных внутренних канавок | Длинный горизонтальный ход подходит для длинных канавок и больших плоских поверхностей | Сначала убедитесь, что требуемый ход достижим |
| Тип шлицов и размер партии | Прямые шлицы в малых партиях возможны; для инволютных или больших объёмов — специализированные станки | Основное использование для внешних операций | Рассмотрите обработку зубьев, долбёжку или ЧПУ-фрезерование канавок |
8. Производительность и экономическая эффективность
Для единичных изделий, мелких партий и этапов технического обслуживания, слоттинг/формирование выполняет задачи с низкими затратами на инструменты и быстрой сменой. При переходе к повторяющимся заказам, требующим более высокой скорости цикла и стабильности, выбирайте пути модернизации в зависимости от типов элементов. Отдавайте предпочтение хоббированию или протягиванию для внутренних шпоночных пазов/шлицов; оцените специализированные линии фрезерования, зубофрезерования или шлифования для внешних шпоночных пазов/длинных прямых внешних пазов. Сроки модернизации зависят от трех критериев: время цикла становится узким местом, стабильные повторные заказы и стандартизированные профили зубьев/пазов.
9. Процесс выбора (двухэтапное решение)

Этап 1: Классификация по расположению. Для внутренних элементов (внутренние шпоночные пазы, внутренние кольцевые канавки, глухие пазы, прямые кромки шлицов) выберите пазовую фрезерную машину. Для внешних элементов (внешние шпоночные пазы, плоские поверхности, ступени, прямые внешние профили) выберите профилировочную машину.
Этап 2: Уточните требования к конечному результату. Для производства единичных изделий или небольших партий с частыми настройками достаточно первоначального выбора. В случае необходимости более высокого качества поверхности или более жестких допусков запланируйте фрезерование или шлифование после прорезания пазов/профилирования. Для более высокой производительности и стабильности перейдите на специализированные станки или решения с ЧПУ.
10. Часто задаваемые вопросы
В1: Как выбрать станки для внутренних и внешних шпоночных пазов? Есть ли какие-то простые правила?
О1: Внутренние шпоночные пазы (внутри отверстий) → продольное резание; внешние шпоночные пазы (на валах/внешних поверхностях) → профилирование. Для глухих пазов или частично закрытых пазов внутри отверстий, как правило, единственным вариантом является продольное резание. Для непрерывных прямых внешних пазов профилирование обеспечивает лучшее соответствие хода и более простое зажимание.
В2: Как решить проблему некачественной поверхности?
О2: Сначала оптимизируйте остроту инструмента, смазочно-охлаждающую жидкость, скорость подачи и глубину резания. При необходимости выполните двухступенчатую черновую обработку. Для критически важных поверхностей добавьте фрезерование или шлифование после протягивания/строгания. Обеспечьте правильную снятие фаски и удаление заусенцев, чтобы предотвратить помехи при сборке.
В3: Какие уровни допуска и стабильности можно достичь для обоих процессов?
О3: В типичных условиях цеха прорезание пазов обеспечивает более прямой контроль над положением и глубиной элементов в отверстиях, что дает лучшую стабильность. Формовка может удовлетворить общие требования к сборке для внешних плоских и прямых поверхностей. Для более жестких допусков запланируйте последующие операции чистовой обработки или используйте специальные/ЧПУ-станки.
В4: Какие ограничения по материалам применяются? Как следует определять последовательность термообработки?
О4: Подходят обычные металлы и инженерные пластики (углеродистая сталь, чугун, алюминий, медные сплавы, нержавеющая сталь, инженерные пластики, титан и т. д.). Для материалов с высокой твердостью отдавайте предпочтение продольной/плоской обработке перед термообработкой. Если требуется обработка после термообработки, сначала рассмотрите возможность шлифования или электроэрозионной обработки (EDM).
В5: Каковы ключевые моменты ежедневного технического обслуживания и безопасности?
О5: Регулярно проверяйте смазку направляющих, зазор ходового винта и механизмы быстрого возврата. Держите рабочий стол и приспособления в чистоте и без стружки. Установите разумные пределы перемещения и выполняйте пробные резы после переналадки. Убедитесь, что ограждения и аварийные выключатели исправны. Соблюдайте протоколы выключения для удаления стружки и смены инструмента.

