



Люди часто спрашивают: «С чего начать: с вертикального обрабатывающего центра или многофункционального токарного станка с ЧПУ?» Оба они режут металл, но в мастерской используются для совершенно разных задач. Это руководство поможет вам выбрать наиболее экономически эффективный станок, учитывая такие факторы, как точность, материалы, автоматизация и долгосрочные затраты.
Динамика резания: токарный станок с ЧПУ и вертикальный обрабатывающий центр


Правила работы шпинделя токарного станка с ЧПУ
Компьютеризированный токарный станок (ЧПУ) вращает деталь. Инструмент располагается на осях X, Z (а иногда и Y + B). Основной процесс — точение; с помощью приводных инструментов можно выполнять сверление, легкое фрезерование и зубофрезерование за одну зажимку.
Траектория инструмента VMC
VMC вращает резец, а не деталь. Стол или суппорт перемещается по осям X, Y и Z. Он очень хорошо подходит для обработки карманов, пазов и пятигранных поверхностей, если оснащен поворотным столом.
Точность и качество поверхности
| Criterion | CNC Lathe | VMC |
|---|---|---|
| Roundness (Ø ≤ 150 mm) | 2–3 µm | Needs two ops |
| Flatness on long plate | Requires sub-spindle or mill | 4–5 µm in one setup |
| Thread quality | 6H Class in one pass | Must tap or thread-mill |
Вот что можно из этого вынести: когда речь идет о валах, подшипниковых посадках и прецизионных резьбах, шпиндель токарного станка с ЧПУ является лучшим, поскольку не имеет задержки. Жесткая Z-образная головка VMC лучше контролирует плоскостность матриц или форм.
Поведение материала
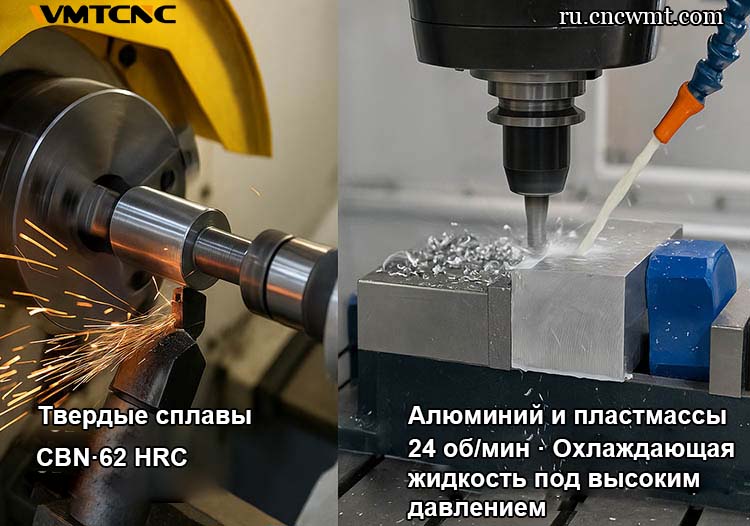
Твердые сплавы
Токарный станок с ЧПУ и CBN-пластинками может точить валы с твердостью 62 HRC без вибрации.
VMC требует медленной подачи и обильного охлаждения на закаленных плоских поверхностях.
Алюминий и пластмассы
Вертикальный обрабатывающий центр (12–24 тыс. об/мин) работает очень быстро и может превращать стружку в маленькие зеркала.
Однако, если не использовать охлаждающую жидкость под высоким давлением, существует риск, что стружка будет слипаться.
Поток стружки и термическая стабильность
| Feature | Slant-bed CNC Lathe | VMC |
|---|---|---|
| Chip gravity path | Chips exit under chuck; no manual scoop | Chips slide off table into auger |
| Coolant heat soak | Low (small sump) | Higher; watch thermal drift on long jobs |
| Guideway shield life | 4–5 years typical | 3–4 years due to vertical splash |
Еще одной замечательной особенностью является токарный станок с наклонным столом, который обеспечивает чистоту винтов и продлевает срок службы шарико-винтовой пары. ЧПУ-система VMC должна контролировать температуру охлаждающей жидкости для обеспечения точности датчика.
Готовность к автоматизации


Преимущества токарных станков с ЧПУ
Совместите подаватель прутков и улавливатель деталей, и вы получите самое дешевое решение для автоматизации.
Один портальный загрузчик может обслуживать два токарных станка одновременно.
Автоматизация VMC
Паллетный парк обрабатывает множество различных заданий; приспособления остаются на месте.
Механизм фронтальной загрузки робота открывает и закрывает дверь менее чем за 15 секунд.
Совет по окупаемости инвестиций: токарный станок с ЧПУ и пруткоподсборником часто окупается за 12 месяцев, изготавливая точеные детали диаметром менее 65 мм. Паллетный VMC лучше использовать при обработке более 100 различных деталей в месяц.
Энергозатраты и расходы на техническое обслуживание
| Cost Center / Year | CNC Lathe | VMC |
|---|---|---|
| Spindle service (6 k rpm) | $1,200 | $1,500 |
| Coolant & filters | $800 | $1,300 |
| kWh @ 2,000 h | 9,000 kWh | 13,000 kWh |
| Way-cover replacement | Every 5 yrs | Every 3 yrs |
Несмотря на то, что более крупные насосы и осевые двигатели VMC потребляют больше энергии, многофункциональная карусель позволяет сократить общее время цикла и компенсировать дополнительное энергопотребление.
Навыки оператора и программирование

Токарный станок с ЧПУ: циклы черновой и чистовой обработки Fanuc G71/G72 и полярная интерполяция с приводными инструментами. Обучение работе на станке для токарной обработки не занимает много времени, но сложности возникают при фрезеровании по оси Y.
Широко распространены вертикальные фрезерные станки (VMC) с 3-осевым ЧПУ (компьютеризированная обработка). 5-осевая постобработка требует более глубоких знаний CAD/CAM, но результаты лучше.
Реальные примеры
Автомобильный завод по производству валов
Он также имеет токарный станок с ЧПУ по оси Y и устройство подачи прутков. Производительность ячейки: ежемесячно производится 18 000 валов, общая эффективность составляет 87 %. Окупаемость инвестиций: 11 месяцев.
Производитель медицинских имплантатов
Перешли с токарного и фрезерного станков, способных выполнять два разных типа резания, на 5-осевой вертикальный обрабатывающий центр с поворотным столом. Мы сократили количество настроек с 4 до 1 и уменьшили количество брака на 3%. Несмотря на более высокую стоимость станка, инвестиции окупятся через 22 месяца.
Матрица принятия решений для покупателей
| Key Factor | Choose CNC Lathe | Choose VMC |
|---|---|---|
| Part shape | Cylindrical, threaded | Prismatic, pocketed |
| Batch size | 500–50,000 pcs | 1–1,000 high-mix |
| Floor space | Limited | Medium + |
| Unattended goal | Bar-feed easy | Needs pallet pool |
| Capital budget | Lower entry | Higher but versatile |
| Future 5-axis work | Live-tool B-axis | Native 5-axis head |
Окончательное руководство: подберите машину под свои финансовые возможности

Начните с детали — если она вращается, то токарный станок с ЧПУ почти всегда изготовит ее быстрее.
Подсчитайте настройки — при фрезеровании или сверлении, имеет ли значение второй зажим? Сравните токарный станок с приставным инструментом с 4-осевым вертикальным обрабатывающим центром.
Прогнозируйте рост — если ваши продуктовые линейки могут измениться на призматические детали, заранее запланируйте в бюджете вертикальный обрабатывающий центр.
Обе платформы работают очень хорошо при использовании с правильной геометрией и объемом. Токарный станок с ЧПУ идеально подходит для изготовления круглых объектов и может автоматически подавать прутки в станок. Вертикальный обрабатывающий центр идеально подходит для гибкого 3-5-осевого фрезерования и быстрой смены продуктов. При выборе шпинделя лучше ориентироваться на прибыль, а не на текущие тенденции.

