


Почему ходовой винт токарного станка по-прежнему важен
На протяжении более века ходовой винт является основой точного токарного станка. Он выглядит скромно — длинный резьбовой вал, идущий параллельно станине, — но именно он является основой, которая преобразует вращательное движение в контролируемое линейное перемещение. Независимо от того, выполняете ли вы одноточечную резьбу на валу, обрабатываете тонкостенную трубу с тонким шагом или настраиваете точную подачу при чистовой обработке, ходовой винт делает это движение повторяемым и предсказуемым. Даже в эпоху сервоприводных ЧПУ и линейных двигателей принципы, которые сделали ходовые винты незаменимыми, по-прежнему определяют, как мы нарезаем точные резьбы и достигаем однородной поверхности.
Что такое ходовой винт токарного станка?

Проще говоря, ходовой винт токарного станка — это резьбовой стержень, который приводит в движение каретку по прямой линии. Когда шпиндель вращается, зубчатая передача устанавливает фиксированное соотношение между вращением шпинделя и вращением ходового винта; резьба ходового винта затем преобразует это вращение в линейное движение. Результат: режущий инструмент перемещается на точное расстояние за каждый оборот заготовки — именно то, что нужно для нарезания резьбы и тонкой подачи.
Рулевой винт обычно имеет форму Acme или трапециевидную форму для обеспечения прочности и удобства обслуживания. Он входит в зацепление с разъемной парой полугаек, установленных в каретке; когда вы закрываете полугайки, каретка фиксируется на винте и следует за ним. В зависимости от токарного станка, отдельная подающая штанга может обрабатывать обычные подачи при точении, чтобы избавить рулевой винт от ненужного износа.
Как работает ходовой винт в традиционном токарном станке
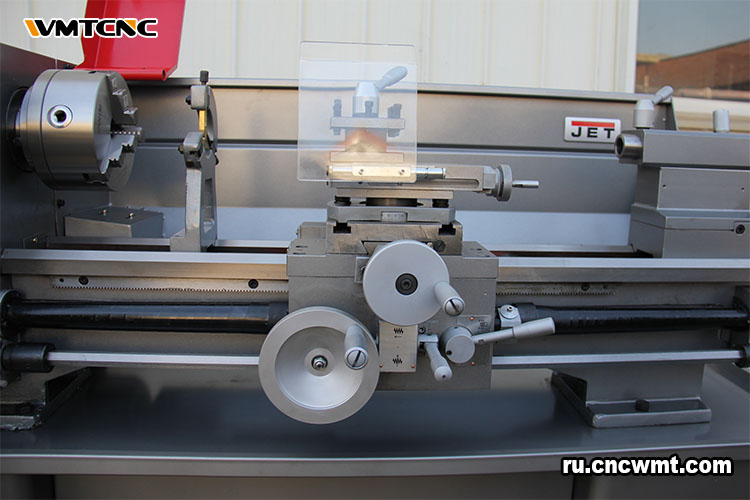
Кинематическая цепь: шпиндель → зубчатая передача → ходовой винт → каретка
Движение шпинделя передается через зубчатую передачу или быстросменную коробку передач на ходовой винт. Поскольку это соотношение фиксируется выбором передачи, каретка продвигается на предсказуемое расстояние за каждый оборот шпинделя — шаг резьбы или скорость подачи, в зависимости от режима. Каретка движется по направляющим станины, поперечный суппорт устанавливает диаметр, а комбинированный механизм может быть настроен на коничность или классический метод 29° на резьбе 60°.
Полугайки, индикатор резьбы и быстросменная коробка передач
Полугайки зажимаются на винте для зацепления каретки. Резьбовой индикатор (на многих токарных станках с имперской системой мер) показывает метки безопасного повторного зацепления, чтобы инструмент точно захватывал резьбу после отхода. Быстросменная коробка передач позволяет переключать шаг и подачу без замены отдельных шестерен, что значительно ускоряет настройку.
Ведущий винт и подающий стержень: кто что делает?

На многих токарных станках ходовой винт предназначен для нарезания резьбы, а подающий стержень — для продольной и поперечной подачи при общей токарной обработке. Такое разделение позволяет сохранить точность ходового винта и снизить износ полугаек. На более простых станках без подающего стержня ходовой винт может использоваться для обоих целей — это удобно, но со временем увеличивает износ и риск возникновения люфта.
Основные функции в повседневной обработке
Синхронизация нарезания резьбы
Нарезка резьбы требует строгой синхронизации между вращением шпинделя и подачей инструмента. Ходовой винт обеспечивает эту связь, преобразуя заданное передаточное число в требуемый шаг. Без надежного ходового винта и зацепления полугайки неизбежны погрешности шага и неровная резьба.
Точная подача и качество поверхности
Хотя на многих токарных станках общая подача осуществляется подающей штангой, ходовой винт (или шариковый винт в станках с ЧПУ) отлично подходит для тонкой подачи. Чем плавнее и равномернее линейное движение, тем лучше качество поверхности, особенно на материалах, на которых видны линии подачи.
Точность, повторяемость и самоблокировка

Традиционные ходовые винты обладают самоблокирующимся свойством: статическое трение противодействует обратному вращению под нагрузкой. Эта особенность помогает удерживать положение в ручных станках. Шариковые винты, напротив, имеют очень низкое трение; они могут обратно вращаться и обычно требуют торможения или удерживающего момента сервопривода — это отлично подходит для ЧПУ, но отличается по ощущениям и безопасности.
Винт с шаговым ходом, шариковый винт и подающий стержень — практическое сравнение
| Система | Назначение | Трение | Точность/повторяемость |
| Винт с шагом (Acme/трапециевидный) | Преобразование передаточного числа шпинделя в линейное движение; нарезание резьбы; точная подача | Высокая | Умеренная–высокая (зависит от износа) |
| Шариковый винт | Прецизионные оси с сервоприводом | Очень низкая | Очень высокая |
| Подающий стержень | Общая подача через муфты и зубчатую передачу | Умеренная | Умеренная |
| Система | Назначение | Трение | Точность/повторяемость |
Вывод: для ручной резьбы и тонкой подачи отлично подходит хорошо ухоженный ходовой винт. Для позиционирования с ЧПУ преобладают шариковые винты. Подающий стержень — это ваш рабочий инструмент для общей подачи при токарной обработке, который избавляет ходовой винт от износа.
Использование ходового винта: практическая настройка для нарезания резьбы
Выбор настроек шага и редуктора

Начните с таблицы передач. Выберите передачи или настройки редуктора, которые соответствуют желаемому шагу. Дважды проверьте шаг ходового винта — имперский или метрический — чтобы ваша комбинация давала правильный результат. Проверьте угловое соотношение (обычно ~29° для профилей 60°), установите небольшую глубину первого прохода и подтвердите синхронизацию пробным проходом.
Включение полугаек и использование резьбового циферблата
Включите полугайки на правильной отметке шкалы резьбы (имперские станки), чтобы повторное включение было идеально выровнено. На метрических резьбах без транспонирующих шестерен держите полугайки включенными постоянно и обратите шпиндель, чтобы сохранить регистрацию. Заблокируйте каретку, когда это необходимо, и держите инструмент острым, правильно центрированным и жестко закрепленным.
Стратегия первого изделия, безопасность и хорошие привычки
Сделайте пробную проходку и измерьте с помощью проволоки или калибров. Отступите, вернитесь, повторно задействуйте на нужной отметке и продолжайте с небольшими приращениями глубины. Контролируйте стружку и никогда не наклоняйтесь над вращающимся патроном. Для тонкостенных деталей используйте упоры и осторожные глубины, чтобы избежать отклонения.
Распространенные проблемы, проверка и техническое обслуживание
Износ и люфт
Скользящий контакт между винтом и гайкой постепенно изнашивает оба элемента, создавая люфт — потерю движения при изменении направления. Вы почувствуете это как задержку перед движением каретки. Измерьте люфт с помощью индикатора; если он чрезмерный, отрегулируйте гайку (в конструкциях с разъемными гайками) или замените изношенные половинки гаек. Чрезмерный люфт проявляется в виде погрешности шага резьбы и плохой обработки поверхности.
Несоосность и повреждения от ударов
Неправильный монтаж, погнутые винты (в результате столкновений) или изношенные опорные подшипники приводят к появлению узких мест и колебаниям кручения. Проверьте биение на V-образных блоках, проверьте осевой зазор и осмотрите опорные подшипники. Погнутый винт портит качество поверхности; лучше заменить его, чем бороться с этим.
Загрязнение и соблюдение правил смазки
Стружка, пыль и засохшая паста охлаждающей жидкости действуют как притирочный состав. Регулярно очищайте винт и поддерживайте в исправном состоянии скребки. Используйте масло марки, рекомендованной производителем оборудования (обычная практика в мастерских: масла ISO VG 68–100 для смазки), наносите его тонким, но равномерным слоем и поддерживайте свежесть масла в зубчатой передаче.
Частота технического обслуживания (практическая): чистите щеткой и протирайте каждую смену; смазывайте ежедневно; проверяйте люфт еженедельно; измеряйте совокупную погрешность шага и проверяйте выравнивание ежеквартально. Документируйте показания, чтобы можно было предсказать, когда необходимо техническое обслужива
Выбор материалов и усовершенствования конструкции
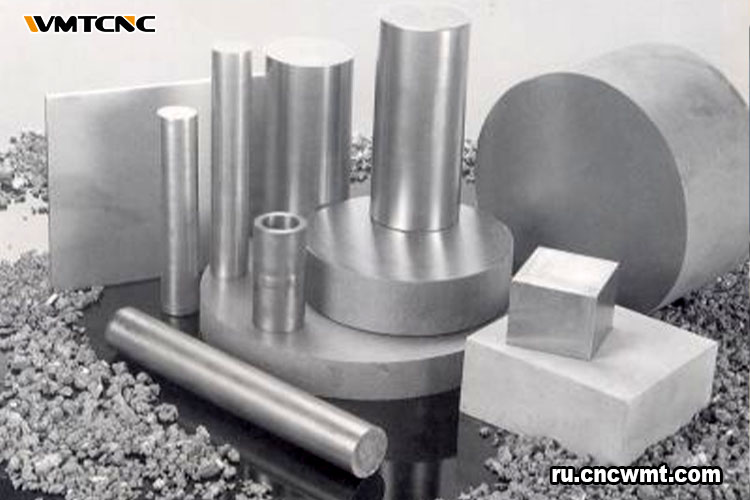
Сталь, нержавеющая сталь, бронза и подходящие материалы для гаек
Обычно выбирают винты из закаленной стали с бронзовыми гайками для хорошей износостойкости или нержавеющую сталь, если есть риск коррозии. Важно сочетание материалов: разная твердость и хорошая смазка сводят к минимуму износ.
Покрытия и встроенные смазочные каналы
Азотирование, твердое хромирование и твердые смазочные материалы снижают трение и продлевают срок службы. Некоторые конструкции оснащены смазочными канавками или войлочными фитилями для равномерной подачи масла — простые усовершенствования, которые окупаются точностью и долговечностью.
Погрешность шага, классы допуска и приемочные испытания
Помимо визуального состояния, оцените производительность. Измерьте совокупную погрешность шага на известном ходе (например, 300 мм/12 дюймов). Отслеживайте люфт в нескольких положениях каретки. Если вы покупаете новое оборудование, спросите о классе допуска винта и отчете о проверке.
Заключение
Гениальность ходового винта заключается в его простоте: это резьбовой вал, который превращает синхронизированное вращение в прямолинейную точность. В ручных токарных станках он синхронизирует нарезание резьбы, обеспечивает точную подачу и, при надлежащем уходе, служит десятилетиями. В ЧПУ эта философия сохраняется благодаря шариковым винтам и сервоуправлению, что позволяет достичь повторяемости, которая была бы невообразима на ранних токарных станках с двигателем. Освойте формы резьбы (Акме, трапециевидная, квадратная, батареи и шариковые винты), проводите тщательное техническое обслуживание, измеряйте люфт и погрешность шага, а также выбирайте материалы и покрытия, которые подходят для вашей среды. Сделайте все это правильно, и ваш токарный станок будет производить резьбу с идеальными параметрами и отделку, которая будет продавать ваше мастерство.

