



Обычный токарный станок Благодаря простой конструкции, интуитивно понятному управлению и умеренной стоимости обычный токарный станок занимает важное место в области механической обработки. Однако в процессе закупки многие покупатели выбирают неверную модель станка из-за недостаточного понимания технических характеристик и параметров, что приводит к невозможности обработки заготовок, неспособности гарантировать точность и несоответствию ожиданиям по эффективности. Чтобы избежать таких проблем, мы обобщили десять наиболее распространенных заблуждений о технических характеристиках при покупке обычного токарного станка.


1. Считайте диаметр поворотного кроватного механизма максимальным диаметром обработки.
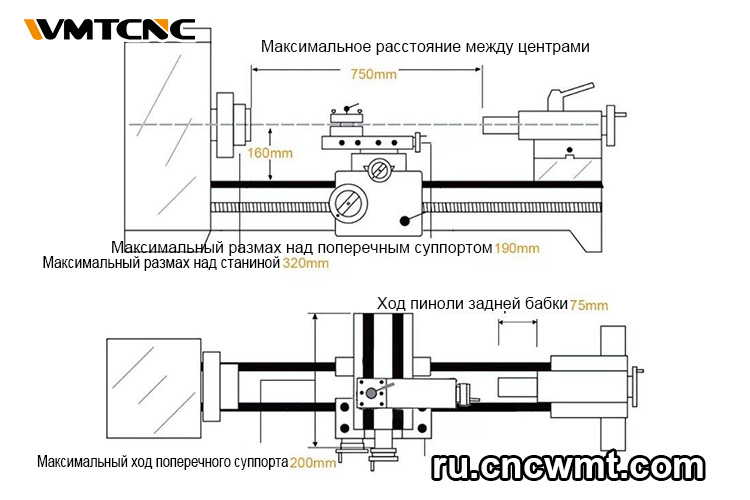

Размах над станиной часто ошибочно принимают за максимальный диаметр заготовки, который может обрабатывать токарный станок. На самом деле это лишь теоретическое значение. Фактический диапазон обработки зависит как от диаметра размаха суппорта, так и от диаметра размаха станины. Первый ограничен высотой инструментального суппорта, которая обычно на десятки или сотни миллиметров меньше диаметра размаха станины. Второй подходит для обработки больших дискообразных деталей, но уменьшает доступную длину обработки.
Таблица: Различия между тремя диаметрами поворота
| Характеристика | Определение | Особенности |
|---|---|---|
| Диаметр над станиной | Максимальный диаметр детали, который может вращаться без столкновения со станиной | Теоретическое ориентировочное значение |
| Диаметр над суппортом | Максимальный диаметр детали, который может вращаться без столкновения с суппортом | Существует множество практических ограничений |
| Диаметр над пазом | Максимальный диаметр, который можно обрабатывать при снятом пазе | Подходит для крупных изделий, но длина ограничена |
2. Путаница между длиной станка и максимальной длиной обработки
Многие покупатели полагают, что более длинная станина означает возможность обработки более длинных заготовок. На самом деле такие компоненты, как задние бабки, патроны и держатели инструмента, занимают эффективное пространство станины, что часто сокращает фактическую максимальную длину обработки на 10–20 % по сравнению с длиной станины.
Правильный подход: сосредоточьтесь на «максимальном межосевом расстоянии», которое является надежным показателем для определения возможности токарной обработки длинных валов, а не только на длине станины.
3. Недостаточное внимание к диаметру сквозного отверстия шпинделя

Диаметр сквозного отверстия шпинделя определяет, могут ли заготовки проходить через шпиндель. Игнорирование этого параметра может привести к тому, что после покупки вы обнаружите, что длинные валы или трубчатые детали не могут быть обработаны, что серьезно скажется на эффективности производства. Хотя для ремонтных мастерских может быть достаточно отверстия диаметром 50–80 мм, для обработки масляных труб или длинных стержней часто требуется отверстие диаметром 100 мм или более.
Рекомендация: перед покупкой проверьте диаметр отверстия шпинделя исходя из требуемого диаметра заготовки.
4. Сосредоточение внимания только на мощности двигателя при игнорировании характеристик крутящего момента
Многие покупатели ошибочно полагают, что “большая мощность означает более высокую режущую способность” — это распространенное заблуждение. В реальной обработке гораздо более важным является крутящий момент на низких скоростях. Если двигатель не имеет достаточного крутящего момента на низких скоростях, даже высокая мощность не сможет надежно справиться с тяжелыми режущими задачами. Обычные токарные станки, которые часто используются для черновой обработки стальных и чугунных деталей, требуют еще большего крутящего момента на низких скоростях.
Рекомендация: обращайте внимание на кривую крутящего момента двигателя при разных скоростях, а не только на номинальную мощность, указанную на паспортной табличке.
5. Недооценка важности задних бабок и опор для заготовок
При обработке длинных валов задние бабки и опорные устройства имеют решающее значение для обеспечения стабильности заготовки. Если задний бабок нестабилен или не имеет инструментальной опоры или центральной опоры, заготовка подвержена вибрации и изгибу. Это приводит к шероховатости поверхности и отклонениям в размерах. Многие покупатели при покупке станков упускают из виду характеристики заднего бабка, в результате чего при фактическом производстве возникает необходимость в дополнительных опорных устройствах.
Правильный подход: при выборе станка четко уточните высоту центра заднего бабка, характеристики конуса центра и наличие соответствующих опорных принадлежностей.
6. Недостаточное понимание типов направляющих рельсов

Направляющие рельсы являются основными компонентами, обеспечивающими точность и жесткость станка. В традиционных токарных станках обычно используются закаленные направляющие рельсы, которые обладают высокой несущей способностью и отличной виброустойчивостью. Они хорошо подходят для тяжелой резки. Однако некоторые пользователи не осознают критическую важность направляющих рельсов, ошибочно полагая, что все типы одинаковы. На самом деле износ или недостаточная жесткость направляющих рельсов могут значительно снизить точность обработки.
Рекомендация: при покупке обращайте внимание на размеры поперечного сечения направляющих, твердость закалки и метод смазки, а не только на наличие направляющих.
7. Ошибочное убеждение, что более высокая скорость шпинделя всегда лучше
При выборе токарного станка многие люди обращают внимание исключительно на «максимальную скорость шпинделя». Однако обычные токарные станки, как правило, используются для токарных работ со средней и низкой скоростью. Чрезмерно высокие скорости не повышают фактическую эффективность производства. Напротив, они увеличивают риск перегрева и износа шпинделя. Более того, стабильность и виброустойчивость при низких скоростях имеют решающее значение.
Правильный подход: убедитесь, что станок поддерживает стабильную производительность в диапазоне часто используемых скоростей (например, 50–600 об/мин).
8. Чрезмерная зависимость от точности паспортных данных
На паспортных табличках станков часто указывается “биение шпинделя ≤0,01 мм”, что соответствует идеальным заводским условиям. В реальных условиях эксплуатации точность снижается из-за неровностей фундамента, неровностей пола и ежедневного износа. Покупатели, которые доверяют паспортным данным без проведения фактических испытаний, могут переоценить возможности станка.
Рекомендация: при приемке или закупке требуйте от производителя предоставить результаты испытаний точности, проведенных третьей стороной, чтобы не быть введенными в заблуждение спецификациями на бумаге.
9. Недооценка веса и жесткости станка
Вес станка тесно связан с его жесткостью. Легкие станки легко перемещать, но они подвержены вибрации при тяжелой резке и длительной обработке. Это может ухудшить качество поверхности заготовки. Тяжелые станки, хотя и занимают больше места, обеспечивают превосходную стабильность и отличное сохранение точности.
Рекомендация: выбирайте вес станка в зависимости от типа заготовки. Для больших заготовок или тяжелых операций резки отдавайте предпочтение станкам средней и тяжелой категории.
10. Пренебрежение техническим обслуживанием и поставкой запасных частей
Многие покупатели сосредотачиваются исключительно на покупной цене станков, упуская из виду последующие эксплуатационные расходы. Хотя традиционные токарные станки имеют простую конструкцию, они все же требуют периодической замены таких компонентов, как ремни и патроны. Если производители не могут гарантировать стабильную поставку запасных частей, станки могут подвергаться длительным простоям из-за незначительных проблем.
Правильный подход: выбирайте поставщиков, способных обеспечить долгосрочное техническое обслуживание и доступность запасных частей, и четко оговаривайте соответствующие послепродажные услуги в контракте.
Заключение
Покупка обычного токарного станка может показаться простым делом, но за этим скрывается множество деталей, которые легко упустить из виду. От диаметра поворота до отверстия шпинделя, от задней бабки до направляющих — каждый параметр определяет, сможет ли станок удовлетворить реальные требования.
Избегая вышеперечисленных десяти распространенных ошибок, вы сможете выбрать станок, который действительно соответствует вашим потребностям, и обеспечить долгосрочную стабильную производительность обработки.

