


Почему важный поворот токарного станка и что это такое
Определения поворота: станина, суппорт и зазор
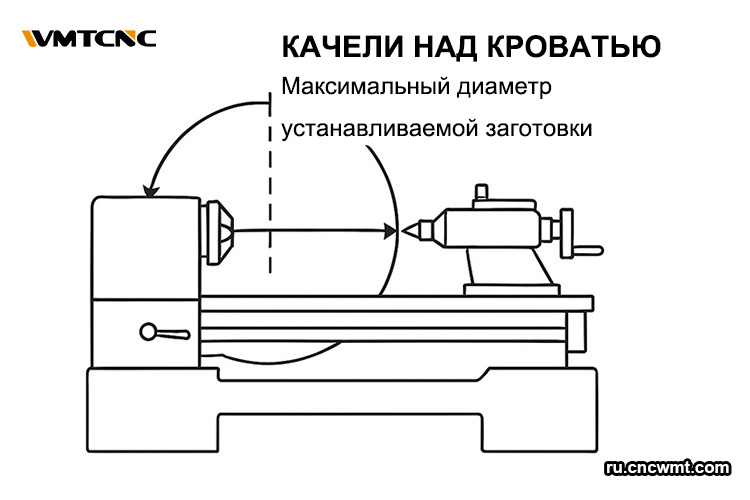
Максимальный диаметр заготовки, которую токарный станок может принять без препятствий, называется «размах токарного станка». Характеристики токарного станка определяются с помощью трех стандартных показателей, которые в совокупности называются «размахом».
- Наибольший диаметр, который может пройти через направляющие станины, называется размахом над станиной.
- Наибольший диаметр, который может вращаться над поперечным суппортом (седлом), называется проход над кареткой.
- Проход над зазором: съемная секция станины создает специальный зазор, который позволяет проходить заготовкам большего диаметра.
Чтобы выбрать станок, который будет совместим с размерами заготовки и позволит избежать проблем с «плотной посадкой» во время токарной обработки, необходимо понимать эти различия.
Как поворот определяет производительность заготовки

Максимальный диаметр и длина материала, который можно обрабатывать, напрямую зависят от поворота и расстояния между центрами. Точное измерение поворота необходимо для обеспечения эффективности токарного станка при обработке заготовок желаемого диаметра. Важно отметить, что это может привести к задержкам в работе, растущему раздражению и дополнительным затратам.
Точное измерение размаха токарного станка

Инструменты и методы измерения
Для точного измерения размаха необходимо:
- Измерительная лента или штангенциркуль: поместите живой центр в шпиндель передней бабки, чтобы определить центральную линию.
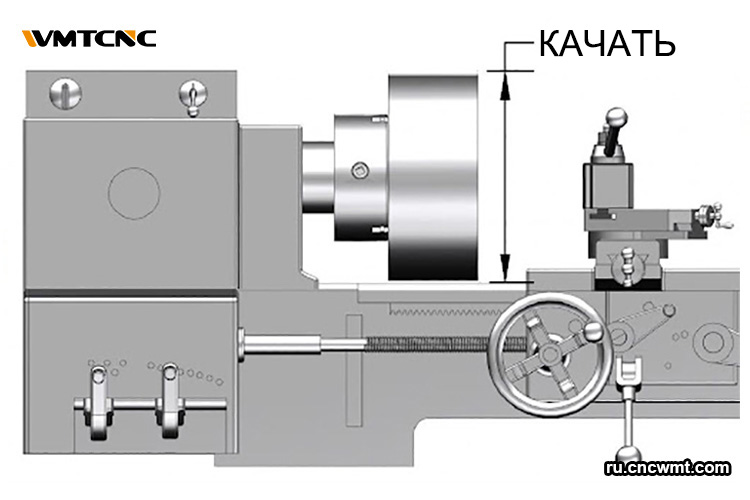
- Расстояние от шпинделя до станины: измерьте вертикальное расстояние от центра носа шпинделя до верхней части станины, затем умножьте на два для получения диаметра над станиной.
- Высота от шпинделя до суппорта: измерьте расстояние от шпинделя до поверхности поперечного суппорта и умножьте на два для получения диаметра над суппортом.
Распространенные ошибки и практические советы
- Выступы приспособлений:всегда вычитайте запас для патронных губок или зажимов лицевой пластины.
- Округление в меньшую сторону:округляйте измеренные радиусы в меньшую сторону перед удвоением, чтобы обеспечить фактическую посадку.
- Зазорный блок: на токарных станках с зазорной станиной проверьте размеры зазора, чтобы избежать ошибок в расчетах.
Типы поворотов и их применение
Поворот над станиной
Наиболее часто упоминаемый поворот — это тот, о котором идет речь. По общему мнению экспертов, эта цифра точно отражает максимальную производительность при обработке цилиндрических деталей стандартного типа. Эта цифра часто включается в номенклатуру моделей токарных станков (например, токарный станок с поворотом 10 дюймов над станиной называется «токарный станок с поворотом 10 дюймов»).
Размах над поперечным суппортом (кареткой)
Очевидно, что колебательное движение каретки всегда меньше, чем движение станины. Необходимо соблюдать осторожность при переходе между удлиненными, тонкими сегментами, особенно в случаях, когда поперечный суппорт может потребовать перемещения под заготовкой при ориентации в направлении торцевания.
Размах над зазором
Съемный зазорный блок токарных станков с зазорной станиной позволяет размещать более крупные заготовки в зазорной секции. Это оборудование идеально подходит для обработки больших фланцев или дисков, которые превышают обычные пределы размаха.
Когда использовать каждый тип
- Стандартное точение: для большинства операций полагайтесь на размах над станиной.
- Точение торцов и растачивание: проверьте размах над кареткой, когда необходимо перемещение каретки.
- Обработка больших фланцев: используйте размах над зазором для сверхбольших диаметров.
Совместимость поворота и принадлежностей
Выбор патронов, инструментальных держателей и торцевых пластин
Поворот токарного станка определяет, какие принадлежности можно устанавливать без помех:
- Патроны: должны помещаться в пределы поворота, ограниченного кареткой, если они устанавливаются сбоку.
- Инструментальные держатели: быстросменные держатели с большими инструментальными патронами могут выходить за пределы поворота.
- Торцевые пластины: убедитесь, что зажимы не выходят за пределы допустимого диаметра.
Влияние на срок службы инструмента и качество поверхности
Для уменьшения вибраций, продления срока службы инструмента и улучшения качества поверхности используются приспособления, совместимые с диаметром поворота. Использование приспособлений большого размера или несовместимых приспособлений, как показывает практика, приводит к пагубным последствиям, включая вибрацию, ухудшение качества поверхности и повышенный износ.
Заключение

Ключевым фактором при выборе оптимального станка и принадлежностей для токарной обработки является поворотный диаметр токарного станка, включающий в себя надстоечный, суппортом и зазор. Чтобы избежать дорогостоящих ошибок, гарантировать безопасную работу и максимально повысить точность обработки, необходимо точно измерить и понять каждый тип поворотного диаметра. Цель этого руководства — помочь пользователям с уверенностью оценивать технические характеристики токарных станков, выбирать совместимые принадлежности и оптимизировать производительность цеха.

