Введение
Зажимная система является невидимым краеугольным камнем обработки с ЧПУ. Независимо от того, насколько сложен шпиндель или программное обеспечение, без стабильного зажима точность снижается. Одной из наиболее важных, но часто упускаемых из виду характеристик обрабатывающих центров являются отверстия для винтов в рабочем столе. Эти простые резьбовые точки служат анкерами для заготовок и приспособлений, обеспечивая стабильность, адаптируемость и масштабируемость.
Кроме того, технологии зажимных устройств улучшают как режущие, так и нережущие станки с ЧПУ. Понимая оба этих элемента, производители могут добиться повышения производительности, стабильности и конкурентоспособности.
Основные функции резьбовых отверстий в рабочем столе обрабатывающего центра
Прямое закрепление заготовки
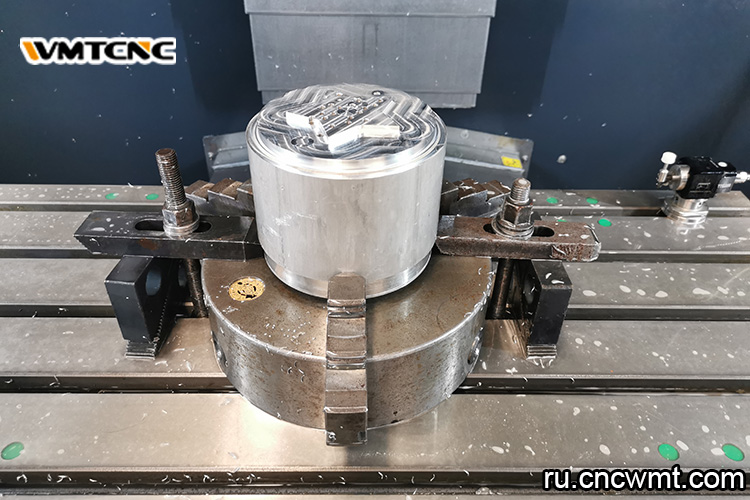
В случае больших жестких компонентов заготовку можно надежно закрепить на столе, вставив болты непосредственно в резьбовые отверстия. Этот метод позволяет сохранить точность размеров, предотвращая смещение детали под воздействием больших нагрузок при обработке.
Крепление приспособлений для сложных деталей
При работе с более мелкими или сложными деталями прямое закрепление нецелесообразно. Вместо этого станочники крепят приспособления, такие как угловые пластины, модульные основания и тиски, к столу с помощью винтовых отверстий. Затем заготовка закрепляется на приспособлении. Этот двухэтапный процесс повышает эффективность, особенно при серийном производстве, и гарантирует точность для сложных геометрических форм.
Гарантия точности и позиционирования

В дополнение к зажимной силе, резьбовые отверстия обеспечивают повторяемое выравнивание. Гарантируя точное позиционирование приспособлений или заготовок по отношению к системе координат станка, они способствуют прецизионной обработке.
Вспомогательные функции: адаптируемость и расширение
Совместимость с универсальными приспособлениями
Стандартные схемы расположения отверстий для винтов специально разработаны для универсальных приспособлений. Возможность крепления уголков, зажимных пластин и другого стандартного оборудования без необходимости специального сверления сокращает время настройки и повышает гибкость.
Соединение удлинительных столов для больших заготовок
Для больших форм или компонентов авиакосмической промышленности один стол часто бывает слишком мал. Винтовые отверстия позволяют расширить зону обработки за счет соединения нескольких столов или добавления удлинительных пластин.
Интеграция с автоматизированными системами
В средах Industry 4.0 отверстия для винтов используются в качестве точек крепления для робототехнических интерфейсов, гидравлических зажимов и автоматизированных паллетных систем. Такая гибкость поддерживает передовую автоматизацию и обработку в режиме «lights-out».
Расширение роли станков с ЧПУ
Станки с ЧПУ и инструменты с ЧПУ — понимание разницы
Станок с ЧПУ состоит из основания, шпинделей, двигателей и программного обеспечения управления. Однако инструменты — это режущие или формовочные инструменты, которые фактически контактируют с материалом. Без них станок с ЧПУ — это просто система управления движением. Они взаимодействуют для создания прецизионных компонентов.
Категории режущих инструментов с ЧПУ
Фрезерные инструменты (конические фрезы, торцевые фрезы, шаровые фрезы): используются для профилирования, прорезания пазов и чистовой обработки.
Токарные инструменты (токарные инструменты): формируют внешние и внутренние поверхности вращающихся деталей.
Сверла и развертки: сверлят точные отверстия и улучшают их качество.
Метчики и резьбофрезы: создают внутреннюю резьбу для крепежных элементов.
Нережущие инструменты: приспособления, щупы, системы охлаждения
Нережущие инструменты не менее важны. Зажимные приспособления и зажимы удерживают детали в неподвижном состоянии, щупы обеспечивают точность, инструменты для установки инструментов обеспечивают правильное выравнивание, а сопла системы охлаждения контролируют нагрев.
Выбор подходящего станка с ЧПУ
Ключевые критерии выбора
Сложность деталей: для аэрокосмической или медицинской промышленности требуются многоосевые обрабатывающие центры.
Обрабатываемый материал: для титана и инконеля требуются прочные шпиндели и жесткие настройки.
Стоимость одной детали: баланс между инвестициями в станок, сроком службы инструмента и эксплуатационными расходами.
Доступное пространство: необходимо учитывать планировку помещения и эффективность рабочего процесса.
Направляющие: LM против коробчатых систем
Направляющие линейного перемещения (LM): более быстрые, но подходящие для менее тяжелых задач.
Коробчатые направляющие: жесткие, устойчивые к вибрации, способные выполнять тяжелые резы, но более медленные.
Системы управления и автоматизация

Системы управления должны обеспечивать баланс между надежностью, стабильностью программного обеспечения и удобством использования. Решения для автоматизации, такие как автоматические устройства смены инструмента, еще больше повышают эффективность.
Сравнительная таблица параметров резьбовых отверстий рабочего стола обрабатывающего центра
Здесь представлены основные вертикальные и горизонтальные модели. Параметры основаны на стандартных отраслевых спецификациях (между брендами могут быть небольшие различия; подробности см. в руководствах по эксплуатации оборудования).
| Тип обрабатывающего центра | Типичные размеры рабочего стола (длина × ширина) | Характеристики отверстий для винтов (метрические) | Расстояние между отверстиями для винтов | Совместимые типы болтов | Области применения |
|---|---|---|---|---|---|
| Вертикальный (малый) | 500×300 мм – 800×500 мм | M8–M12 | 50 мм/75 мм | Болты с шестигранной головкой | Обработка мелких деталей, прецизионные формы |
| Вертикальные (средние) | 1000×600 мм – 1500×800 мм | M12 – M16 | 100 | Болты с шестигранной головкой | Серийные детали, средние инструменты |
| Вертикальные (большие) | 1800×1000 мм и более | M16 – M20 | 100 мм/150 мм | Болты с шестигранной головкой и фланцем | Крупные детали, тяжелые приспособления |
| Горизонтальные (небольшие) | 630×630 мм – 800×800 мм | M10 – M14 | 80 мм/100 мм | Болты с шестигранной головкой | Многогранная обработка, небольшие корпуса |
| Горизонтальные (средние) | 1000×1000 мм – 1250×1250 мм | M14 – M18 | 100 мм/125 мм | Болты с шестигранной головкой и фланцем | Детали коробчатого типа, сложные детали серийного производства |
| Горизонтальные (большие) | 1600×1600 мм и более | M18 – M24 | 150 мм/200 мм | Высокопрочные болты с шестигранной головкой | Тяжелые корпуса, обработка крупных конструкционных деталей |
Преимущества правильной стратегии выбора инструментов с ЧПУ и зажимных приспособлений
Повышение производительности и эффективности
Эффективное использование отверстий для винтов с помощью модульных зажимов сокращает время настройки и максимально увеличивает время работы шпинделя.
Точность, стабильность и сокращение брака
Правильное закрепление заготовки устраняет вибрацию и смещение, обеспечивая постоянное соблюдение допусков.
Гибкое производство и бережливое производство
Стратегии закрепления заготовок с помощью резьбовых отверстий позволяют быстро перестраивать производство и работать по принципу «точно в срок», что соответствует принципам бережливого производства.
Заключение

Винтовые отверстия удивительно просты в использовании, но незаменимы на рабочих столах, используемых в обрабатывающих центрах. Они гарантируют точность, адаптируемость и стабильность, а также легко интегрируются с приспособлениями, удлинителями и даже интеллектуальными производственными системами. В сочетании с подходящими станками с ЧПУ они составляют основу надежного, эффективного и готового к будущему производства.